Трехслойные сэндвич-панели | Компания «В.И.К.»
Готовность заказа 3-5 дней
Заказать расчет
Трехслойные сэндвич-панели — современный строительный материал для сооружения быстровозводимых зданий. Они относятся к классу ограждающих конструкций и широко используются в качестве контура при возведении объектов складского, промышленного, торгового и спортивного назначения.
Производство трехслойных сэндвич-панелей
Правила эксплуатации
Стеновые ТСП
Применяются для строительства наружных стен, межкомнатных перегородок. Для облицовки используются гладкие листы или профилированные. Стеновые ТСП скрепляются между собой специальным Z-замком, обеспечивающим высокую плотность стыка.
Заказать стеновые ТСП
Замок Z-Lock ГОСТ 32603-2021
• Прочный самоцентрирующийся замок «шип-паз»
• Отсутствие «мостиков холода»
• Устойчивость к монтажным деформациям плоскости замка
• Отсутствие влаги в утеплителе
Технические характеристики
| Ширина | Длина | Толщина наполнителя |
|---|---|---|
| 1/1,16/1,19 (RAL 9003) м | от 2 до 13,5 м | от 50 до 250 мм |
Облицовка
Внешняя и внутренняя сторона профиля
Тип панели
Волна, трапеция, накатка
Наполнитель
Минеральная вата или пенополистирол
Класс цинкования
140 г/м2 при толщине стали 0,5 мм
100 г/м2 при толщине стали 0,45 мм
Кровельные ТСП
Ребра жесткости из высокого трапециевидного профиля увеличивают прочность панелей и выполняют функцию верхней металлической обшивки. Для кровельных панелей используется утеплитель большей плотности – согласно ТУ и ГОСТ.
Для кровельных панелей используется утеплитель большей плотности – согласно ТУ и ГОСТ.
Заказать кровельные ТСП
Крепление кровельных панелей
• Создает надежное соединение
• Сокращает расходы на приобретение фасонных элементов
• Для стыкования используется самоклеящаяся лента из ППЗ
• Фиксация панелей с помощью кровельного самореза
Технические характеристики
| Ширина | Длина | Толщина наполнителя |
|---|---|---|
| 1 м | от 2 до 13,5 м | от 50 до 250 мм |
Облицовка
Внутренняя сторона профиля
Тип панели
Волна, трапеция, накатка
Наполнитель
Минеральная вата или пенополистирол
Класс цинкования
140 г/м2 при толщине стали 0,5 мм
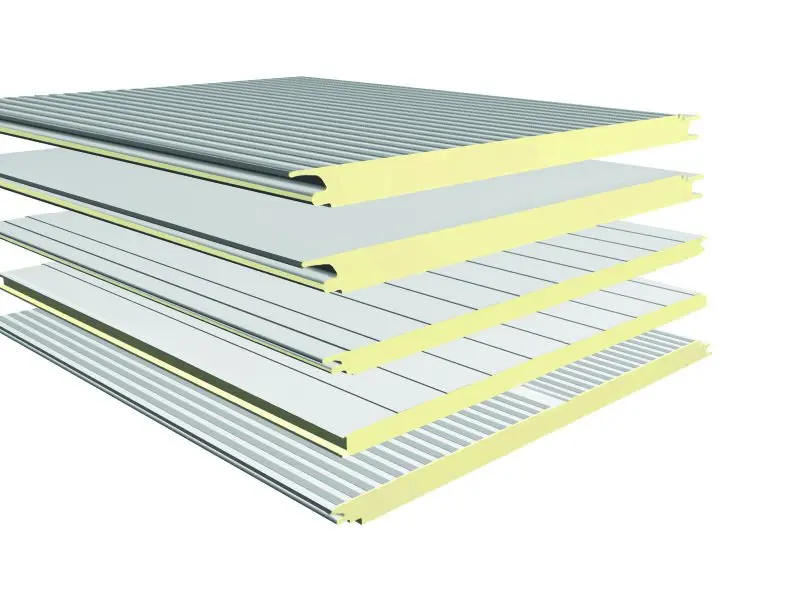
Структура сэндвич-панелей
Трехслойные сэндвич-панели имеют трехслойную структуру. Панель состоит из двух стальных листов, плоских или профилированных и изолирующего наполнителя между ними. Элементы соединяются специальным двухкомпонентным клеем на полиуретановой основе. Для защиты от коррозии используется полимерное покрытие.
Панель состоит из двух стальных листов, плоских или профилированных и изолирующего наполнителя между ними. Элементы соединяются специальным двухкомпонентным клеем на полиуретановой основе. Для защиты от коррозии используется полимерное покрытие.
01. Лента
Самоклеящаяся лента из ППЗ
02. Внешняя облицовка
Кровельный профиль
03. Клей
Двухкомпонентный
полиуретановый
04. Наполнитель
• Пенополистерол
• Минеральная вата
05. Внутренняя облицовка
• Профиль «Волна»
• Профиль «Трапеция»
• Профиль «Накатка»
Виды утеплителя
Минеральная вата
Имеет волокнистую структуру и изготавливается способом плавления горных пород, свойствами которых и обусловлены ее достоинства: не горит и не поддерживает горение, имеет высокие теплосберегающие свойства; при нагревании, а также последующем охлаждении не деформируется. Кроме этого материал не препятствует нормальной циркуляции воздуха.
Пенополистирол
Обладает высокими эксплуатационными свойствами в условиях низких температур и повышенной влажности. Экологически безопасен. Имеет малый вес. Обеспечивает теплотехнический эффект при небольших затратах, не имеет запаха, не вызывает аллергии.
Возникли вопросы?
Поможем в решений вопроса, выбор типа
сэндвич-панели для вашего проекта. Оставьте свои контактные данные и наш менеджер свяжется с вами.
Отправляя эту форму, я даю своё согласие на обработку моих персональных данных в соответствии с Федеральным законом от 27.07.2006 года №152-Ф3 «О персональных данных» на условиях, определённых в Соглашении на обработку персональных данных.
Преимущества
Не требуется установка массивных фундаментов
Монтаж выполняется без больших трудозатрат, в любое время года
Широкая цветовая палитра покрытий, применение различных видов облицовки, цинкование
Плиты с наполнителем из минеральной ваты относятся к группе материалов «негорючие», соответствующей нормам пожарной безопасности
Малая толщина материала, повышенная звукоизоляция
Металл не подвержен воздействию грибков и плесени
Сравнительные данные
Различные типы строительных материалов с одинаковой теплопроводностью
| Сэндвич-панель | 100 мм |
| Газопенобетон | 600 мм |
| Кирпич глиняный эффективный | 780 мм |
| Шлакобетон | 940 мм |
| Кирпич глиняный обыкновенный | 1020 мм |
| Кирпич силикатный цельный | 2240 мм |
| Железобетон | 3400 мм |
Наши объекты
О компании ВИК
Компания ВИК – это ведущий изготовитель изделий из металлопроката, занимающий лидирующие позиции на рынке Юга России.
Завод стремительно развивается, постоянно совершенствуя и расширяя ассортимент изготовляемой продукции. Так, в нашем каталоге представлены: металлочерепица, профнастил, сайдинг, линеарные панели, фасадные кассеты, сэндвич-панели, металлический штакетник, водосточные системы, доборные элементы, различные аксессуары для кровли и фасада.
Заботясь о каждом клиенте, мы предлагаем на выбор до 15-ти различных видов покрытий в трёх ценовых сегментах. Каждое покрытие представлено разнообразной палитрой цветов и фактур, насчитывающие более 150 наименований.
Вся продукция, выпускаемая на заводе, имеет подтверждённые сертификаты качества и отвечает требованиям ГОСТ и ТУ.
Дополнительные услуги
Комплексный подход к формированию и реализации вашего заказа.

Выполняем раскладку панелей по проекту клиента. Консультируем по выбору узлов крепления и фасонных элементов
Возможно изготовление фасонных элементов, как стандартных, так и по чертежам
Заказы комплектуются крепежными элементами для сэндвич-панелей
В наличии терморазделяющая полоса, герметики силиконовые, бутилкаучуковый шнур, уплотнитель замкового соединения
Обеспечиваем доставку изготовленной продукции по указанному заказчиком адресу на фирменном автотранспорте
Правила транспортировки и эксплуатации
На сайте размещены общие инструкции к погрузке-разгрузке, транспортировке, складированию и хранению стеновых и кровельных сэндвич-панелей в заводской упаковке.
Компания ВИК изготавливает трехслойные сэндвич-панели, соблюдая все установленные требования и нормы, используя только качественные материалы от проверенных производителей. Для того, чтобы сохранить качество наших изделий на долгое время, важно соблюдать обязательные правила.
Произведем расчет материала
Оставьте свои контактные данные и наш менеджер свяжется с вами. Мы поможем произвести расчет сэндвич-панелей для вашего проекта.
Отправляя эту форму, я даю своё согласие на обработку моих персональных данных в соответствии с Федеральным законом от 27.07.2006 года №152-Ф3 «О персональных данных» на условиях, определённых в Соглашении на обработку персональных данных.
из многослойных панелей заводской готовности при высоте до 50 м — 100 м2
Утверждены
Приказом Министерства строительства
и жилищно-коммунального хозяйства
Российской Федерации
от 26 декабря 2019 г. № 871/пр
Монтаж кровельного покрытия: из многослойных панелей заводской готовности при высоте до 50 м — 100 м2
Состав работ:
1. | Укладка листов. |
| 2. | Крепление их болтами и сваркой. |
| 3. | Антикоррозийное покрытие сварных швов. |
Ресурсы:
| Код | Наименование | К-во | Ед. |
|---|---|---|---|
| 1-100-35 | Затраты труда рабочих (Средний разряд — 3,5) | 45.2 | чел.-ч |
| 2 | Затраты труда машинистов | 10.76 | чел.-ч |
| 91.05.02-005 | Краны козловые, грузоподъемность 32 т | 2.21 | маш.-ч |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т | 0.69 | маш.-ч |
| 91.05.06-009 | Краны на гусеничном ходу, грузоподъемность 50-63 т | 3.42 | маш.-ч |
| 91.06.01-003 | Домкраты гидравлические, грузоподъемность 63-100 т | 0.22 | маш.-ч |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т | 1.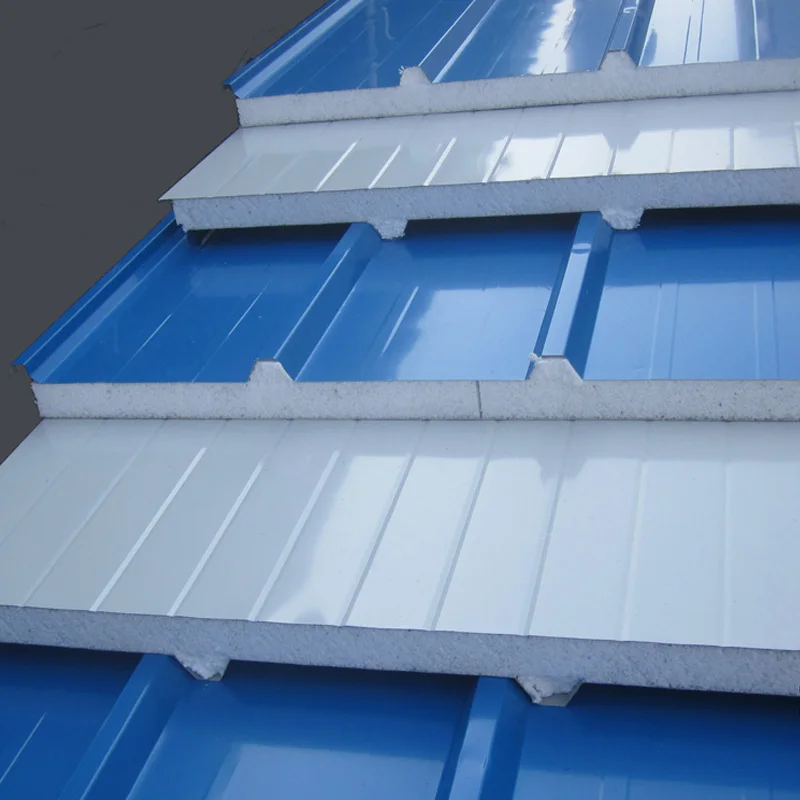 02 02 | маш.-ч |
| 91.17.04-042 | Аппараты для газовой сварки и резки | 1.12 | маш.-ч |
| 91.17.04-171 | Преобразователи сварочные номинальным сварочным током 315-500 А | 5.56 | маш.-ч |
| 01.3.02.08-0001 | Кислород газообразный технический | 0.9 | м3 |
| 01.3.02.09-0022 | Пропан-бутан смесь техническая | 0.27 | кг |
| 01.7.11.07-0032 | Электроды сварочные Э42, диаметр 4 мм | 0.00214 | т |
| 01.7.11.07-0036 | Электроды сварочные Э46, диаметр 4 мм | 1.1 | кг |
| 01.7.20.08-0071 | Канат пеньковый пропитанный | 0.00054 | т |
| 08.2.02.11-0007 | Канат двойной свивки ТК, конструкции 6х19(1+6+12)+1 о.с., оцинкованный, из проволок марки В, маркировочная группа 1770 н/мм2, диаметр 5,5 мм | 0. 055 055 | 10 м |
| 08.3.03.06-0002 | Проволока горячекатаная в мотках, диаметр 6,3-6,5 мм | 0.00013 | т |
| 08.3.11.01-0091 | Швеллеры № 40, марка стали Ст0 | 0.0104 | т |
| 11.1.03.01-0077 | Бруски обрезные, хвойных пород, длина 4-6,5 м, ширина 75-150 мм, толщина 40-75 мм, сорт I | 0.005 | м3 |
| 14.4.01.01-0003 | Грунтовка ГФ-021 | 0.00165 | т |
| 14.5.09.07-0030 | Растворитель Р-4 | 0.3 | кг |
| 07.2.05.02 | Панели многослойные стеновые с обшивкой из профильного настила | П | м2 |
Добавьте в избранное
Вы можете сравнивать 2 или 3 расценки из одной базы. Перейдите на страницу нужной расценки и нажмите кнопку «Добавить» — будет сформирована кнопка на страницу с результатом.
Все Расценки Таблицы
Таблица 09-04-002. Монтаж кровельного покрытия
Монтаж кровельного покрытия
| Номер расценки | Наименование и характеристика работ и конструкций | чел./ч | маш./ч |
|---|---|---|---|
| ГЭСН09-04-002-01 | Монтаж кровельного покрытия: из профилированного листа при высоте здания до 25 м — 100 м2 | 31.7 | 2.93 |
| ГЭСН09-04-002-02 | Монтаж кровельного покрытия: из профилированного листа при высоте здания до 50 м — 100 м2 | 34.5 | 3.72 |
| ГЭСН09-04-002-03 | Монтаж кровельного покрытия: из многослойных панелей заводской готовности при высоте до 50 м — 100 м2 | 45.2 | 10.76 |
| ГЭСН09-04-002-04 | Монтаж кровельного покрытия: из профилированных алюминиевых листов при высоте здания до 50 м — 100 м2 | 41.1 | 3.81 |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т |
91. 05.01-017 05.01-017 | Краны башенные, грузоподъемность 8 т |
| 91.01.01-035 | Бульдозеры, мощность 79 кВт (108 л.с.) |
| 91.06.06-048 | Подъемники одномачтовые, грузоподъемность до 500 кг, высота подъема 45 м |
| 01.7.04.01-0001 | Доводчик дверной DS 73 BC «Серия Premium», усилие закрывания EN2-5 |
| 20.3.03.07-0093 | Светильник потолочный GM: A40-16-31-CM-40-V с декоративной накладкой |
| 01.7.03.01-0001 | Вода |
| 04.3.01.12-0111 | Раствор готовый отделочный тяжелый, цементно-известковый, состав 1:1:6 |
| 14.5.01.10-0001 | Пена для изоляции № 4 (для изоляции 63-110 мм) |
из многослойных панелей заводской готовности при высоте здания до 50 м — 100 м2
Утверждены
Приказом Министерства строительства
и жилищно-коммунального хозяйства
Российской Федерации
от 26 декабря 2019 г.
Монтаж ограждающих конструкций стен: из многослойных панелей заводской готовности при высоте здания до 50 м — 100 м2
Состав работ:
| 1. | Установка конструкций стен. |
| 2. | Крепление конструкций стен. |
| 3. | Антикоррозийное покрытие сварных швов. |
Ресурсы:
| Код | Наименование | К-во | Ед. |
|---|---|---|---|
| 1-100-38 | Затраты труда рабочих (Средний разряд — 3,8) | 152 | чел.-ч |
| 2 | Затраты труда машинистов | 36.14 | чел.-ч |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т | 1.42 | маш.-ч |
| 91.05.06-009 | Краны на гусеничном ходу, грузоподъемность 50-63 т | 16.58 | маш.-ч |
| 91.06.01-003 | Домкраты гидравлические, грузоподъемность 63-100 т | 0. 22 22 | маш.-ч |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т | 1.56 | маш.-ч |
| 91.17.04-042 | Аппараты для газовой сварки и резки | 11.87 | маш.-ч |
| 91.17.04-171 | Преобразователи сварочные номинальным сварочным током 315-500 А | 5.56 | маш.-ч |
| 01.3.02.08-0001 | Кислород газообразный технический | 2.98 | м3 |
| 01.3.02.09-0022 | Пропан-бутан смесь техническая | кг | |
| 01.7.11.07-0032 | Электроды сварочные Э42, диаметр 4 мм | 0.0031 | т |
| 01.7.15.03-0042 | Болты с гайками и шайбами строительные | 12.6 | кг |
| 01.7.15.06-0111 | Гвозди строительные | 0.00005 | т |
| 01.7.20.08-0071 | Канат пеньковый пропитанный | 0. 00054 00054 | т |
| 07.2.07.12-0020 | Элементы конструктивные зданий и сооружений с преобладанием горячекатаных профилей, средняя масса сборочной единицы от 0,1 до 0,5 т | 0.017 | т |
| 08.2.02.11-0007 | Канат двойной свивки ТК, конструкции 6х19(1+6+12)+1 о.с., оцинкованный, из проволок марки В, маркировочная группа 1770 н/мм2, диаметр 5,5 мм | 0.055 | 10 м |
| 08.3.03.06-0002 | Проволока горячекатаная в мотках, диаметр 6,3-6,5 мм | 0.00013 | т |
| 08.3.11.01-0091 | Швеллеры № 40, марка стали Ст0 | 0.0104 | т |
| 11.1.03.01-0077 | Бруски обрезные, хвойных пород, длина 4-6,5 м, ширина 75-150 мм, толщина 40-75 мм, сорт I | 0.005 | м3 |
| 14.4.01.01-0003 | Грунтовка ГФ-021 | 0.00165 | т |
| 14.5.09.07-0030 | Растворитель Р-4 | 0. 3 3 | кг |
| 07.2.05.02 | Панели многослойные стеновые с обшивкой из профильного настила | П | м2 |
| 07.2.07.13 | Конструкции стальные нащельников и деталей обрамления | 0.273 | т |
Добавьте в избранное
Вы можете сравнивать 2 или 3 расценки из одной базы. Перейдите на страницу нужной расценки и нажмите кнопку «Добавить» — будет сформирована кнопка на страницу с результатом.
Все Расценки Таблицы
Таблица 09-04-006. Монтаж ограждающих конструкций стен, монтаж фахверка
| Номер расценки | Наименование и характеристика работ и конструкций | чел./ч | маш./ч |
|---|---|---|---|
| ГЭСН09-04-006-01 | Монтаж фахверка — т | 25.3 | 3.08 |
| ГЭСН09-04-006-02 | Монтаж ограждающих конструкций стен: из профилированного листа при высоте здания до 30 м — 100 м2 | 94 | 16. 9 9 |
| ГЭСН09-04-006-03 | Монтаж ограждающих конструкций стен: из профилированного листа при высоте здания до 90 м — 100 м2 | 115 | 17.25 |
| ГЭСН09-04-006-04 | Монтаж ограждающих конструкций стен: из многослойных панелей заводской готовности при высоте здания до 50 м — 100 м2 | 152 | 36.14 |
| ГЭСН09-04-006-05 | Монтаж ограждающих конструкций стен: из профилированных алюминиевых листов при высоте здания до 90 м — 100 м2 | 134.4 | 11.89 |
| 91.14.02-001 | Автомобили бортовые, грузоподъемность до 5 т |
| 91.05.05-015 | Краны на автомобильном ходу, грузоподъемность 16 т |
| 91.05.01-017 | Краны башенные, грузоподъемность 8 т |
| 91.01.01-035 | Бульдозеры, мощность 79 кВт (108 л.с.) |
| 91.06.06-048 | Подъемники одномачтовые, грузоподъемность до 500 кг, высота подъема 45 м |
01. 7.04.01-0001 7.04.01-0001 | Доводчик дверной DS 73 BC «Серия Premium», усилие закрывания EN2-5 |
| 20.3.03.07-0093 | Светильник потолочный GM: A40-16-31-CM-40-V с декоративной накладкой |
| 01.7.03.01-0001 | Вода |
| 04.3.01.12-0111 | Раствор готовый отделочный тяжелый, цементно-известковый, состав 1:1:6 |
| 14.5.01.10-0001 | Пена для изоляции № 4 (для изоляции 63-110 мм) |
Сборные стеновые панели — Sto Corp.
Умная форма строительства зданий.
Логическая эволюция лучших продуктов, разработанных в комплексное решение для заводского изготовления. Системы StoPanel обеспечивают то, что автономные компоненты не могут обеспечить: более высокое качество и надежность, подкрепленные сторонним тестированием и соответствием коду.
Наши системы StoPanel
StoPanel Classic NExT ci
StoPanel MVES
StoPanel Mineral ci
StoPanel 3DP powered by Branch Technology
StoPanel Dri-Design
StoPanel Swisspearl
StoPanel Impact ci
StoPanel XPS
StoPanel Brick
StoPanel Precast
StoPanel Metal
StoPanel Backup
StoPanel Classic ci
Ссылки на ресурсы
Find Systems
Поиск продуктов
Поиск документов
Часто задаваемые вопросы
StoPanel Classic NExT ciсравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
8-10 фунтов на квадратный фут (psf)
Обеспечивает дренаж через запатентованную конструкцию Sto Wedge Design
Использует Sto Dual Seal Technology™
Сплошная изоляция является стандартным компонентом
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Доступно для тестирования окон/стен сторонних производителей с использованием окон Kawneer 8225TL и AA425 и окна прямой установки Pella Impervia
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
Легкий вес: 8–10 фунтов на квадратный фут (psf) плюс вес оболочки до 13 фунтов на квадратный фут
Запатентованная система отвода влаги Sto Wedge
Водонепроницаемый барьер для воздуха и влаги StoGuard
Сплошная изоляция до R-16
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
Полностью интегрированный наполнитель из минеральной ваты высокой плотности
Специально разработанная система крепления дюбелями
Водонепроницаемый барьер для воздуха и влаги StoGuard
Запатентованная система отвода влаги Sto Wedge
Просмотр Система и документы
Особенности
Stopanel DRI-Design ®сравнить
View System & Documents
ХАРАКТЕРИСТИКИ
13-15 фунтов на квадратный фут (psf)
Использует Sto Dual Seal Technology™
Непрерывная изоляция является стандартным компонентом
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Неограниченная палитра цветов, отделки, материалов и текстур, включая индивидуальную перфорацию, включая изображения для достижения желаемой эстетики
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
14-18 фунтов на квадратный фут (psf)
Использует Sto Dual Seal Technology™
Непрерывная изоляция является стандартным компонентом
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Свобода дизайна благодаря широкой цветовой гамме, отделке, индивидуальной гравировке и солнцезащитным элементам
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
8-10 фунтов на квадратный фут (psf)
Обеспечивает дренаж через запатентованную конструкцию Sto Wedge Design
Соответствует критериям устойчивости к ударам больших и малых ракет для округа Майами-Дейд и других зон с высокими скоростями ураганов (HVHZ)
Уведомление о приемке (NOA) доступны отчеты
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Непрерывная изоляция является стандартным компонентом
Использует Sto Dual Seal Technology™
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
8-10 фунтов на квадратный фут (psf)
Обеспечивает дренаж через запатентованную конструкцию Sto Wedge Design
Использует Dow Panel Core 20 для R-значения 5,0 на 1 дюйм непрерывной изоляции
Использует Sto Dual Seal Technology™
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Непрерывная изоляция является стандартным компонентом
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Исключительная долговечность / прочность на сжатие 20 psi
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
Прибл.
 25 фунтов на квадратный фут (psf)
25 фунтов на квадратный фут (psf)Обеспечивает дренаж через запатентованную конструкцию Sto Wedge Design
Экономит деньги на строительных материалах по сравнению с традиционным кирпичом
Использует Sto Dual Seal Technology™
Непрерывная изоляция является стандартным компонентом
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
 25 фунтов на квадратный фут (psf)
25 фунтов на квадратный фут (psf)сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
Прибл. 20 фунтов на квадратный фут (psf)
Обеспечивает дренаж через патрубки в запатентованной конструкции Sto Wedge
Использует Sto Dual Seal Technology™
Экономит деньги на конструкционных материалах по сравнению с традиционным сборным железобетоном
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Включает систему Sto Crack Defense для дополнительной устойчивости к растрескиванию
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
Прибл.
10 фунтов на квадратный фут (psf)Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Использует Sto Dual Seal Technology™
Внешняя изоляция доступна как опция
Можно использовать различные металлические панели
 10 фунтов на квадратный фут (psf)
10 фунтов на квадратный фут (psf)сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
Прибл. 5 фунтов на квадратный фут (psf) (без облицовки)
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
Использует Sto Dual Seal Technology™
Простая установка сплошной наружной изоляции поверх StoGuard
Свобода дизайна благодаря множеству вариантов облицовки
сравнить
Посмотреть систему и документы
ХАРАКТЕРИСТИКИ
8-10 фунтов на квадратный фут (psf)
Использует Sto Dual Seal Technology™
Непрерывная изоляция является стандартным компонентом
Непрерывный водонепроницаемый воздушный барьер StoGuard является стандартным компонентом
США 20060096213A1 — Сборная многослойная кровельная панель и система
- Оповещение
- Пин
Первый пункт формулы изобретения
Патентные изображения
1. Сборная многослойная кровельная панель, состоящая из:
Сборная многослойная кровельная панель, состоящая из:
- изоляционного слоя;
изоляционный слой, имеющий длину, ширину и толщину;
изоляционный слой, имеющий верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной изоляционного слоя;
изоляционный слой, имеющий первую пару кромок, каждая из которых определяется длиной и толщиной изоляционного слоя;
изоляционный слой, имеющий вторую пару кромок, каждая из которых определяется шириной и толщиной изоляционного слоя;
основная нижняя поверхность изоляционного слоя с нанесенным на нее самоклеящимся клеем для приклеивания сборной многослойной кровельной панели к кровельному основанию;
крышка;
панель покрытия, имеющая длину, ширину и толщину;
длина и ширина покрывающей доски по существу равны длине и ширине изоляционного слоя;
накладка, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной накладки;
накладка, имеющая первую пару кромок, каждая из которых определяется длиной и толщиной накладки;
накладка, имеющая вторую пару кромок, каждая из которых определяется шириной и толщиной накладки; и
гидроизоляционная мембрана;
гидроизоляционная мембрана, имеющая длину и ширину;
гидроизоляционная мембрана, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной гидроизоляционной мембраны;
Гидроизоляционная мембрана, покрывающая верхнюю основную поверхность обшивки и приклеиваемая к верхней основной поверхности обшивки.

Посмотреть все претензии
0 Ходатайства
Подпишитесь на InorStart с бесплатной пробной версией
Обвиняемые продукты
Подпишитесь на InorStart с бесплатной пробной версией
Резюме
Сборная многослойная кровельная панель используется в кровельной системе для крыш с малым уклоном. Сборная кровельная панель включает: изоляционный слой, который может иметь самоклеящиеся средства на своей нижней основной поверхности для крепления кровельной панели к кровельному основанию; облицовочная плита, которая покрывает и приклеивается к изоляционному слою, и гидроизоляционная мембрана, которая покрывает и приклеивается к облицовочной плите. Гидроизоляционная мембрана может иметь нахлесты гидроизоляционной мембраны для перекрытия и соединения с гидроизоляционными мембранами других кровельных панелей при формировании кровельной системы. Предпочтительно, изоляционный слой включает в себя замковую структуру для соединения сборных многослойных кровельных панелей друг с другом в кровельной системе.
Предпочтительно, изоляционный слой включает в себя замковую структуру для соединения сборных многослойных кровельных панелей друг с другом в кровельной системе.
78 Цитаты
- Просмотреть как результаты поиска
31 Заявление
- 1. Сборная многослойная кровельная панель, состоящая из:
- изоляционный слой;
изоляционный слой, имеющий длину, ширину и толщину;
изоляционный слой, имеющий верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной изоляционного слоя;
изоляционный слой, имеющий первую пару кромок, каждая из которых определяется длиной и толщиной изоляционного слоя;
изоляционный слой, имеющий вторую пару кромок, каждая из которых определяется шириной и толщиной изоляционного слоя;
основная нижняя поверхность изоляционного слоя с нанесенным на нее самоклеящимся клеем для приклеивания сборной многослойной кровельной панели к кровельному основанию;
крышка;панель покрытия, имеющая длину, ширину и толщину;
длина и ширина облицовочной плиты по существу равны длине и ширине изоляционного слоя;
накладка, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной накладки;
накладка, имеющая первую пару кромок, каждая из которых определяется длиной и толщиной накладки;
накладка, имеющая вторую пару кромок, каждая из которых определяется шириной и толщиной накладки; и
гидроизоляционная мембрана;гидроизоляционная мембрана, имеющая длину и ширину;
гидроизоляционная мембрана, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной гидроизоляционной мембраны;
Гидроизоляционная мембрана, покрывающая верхнюю основную поверхность обшивки и приклеиваемая к верхней основной поверхности обшивки.
- Просмотр зависимых пунктов (2, 3, 4, 5, 6, 7, 8, 9, 10)
- 2. Сборная многослойная кровельная панель по п.1, в которой:
- гидроизоляционная мембрана выходит за пределы верхней основной поверхности кровельной доски вдоль одной из первых пар кромок и вдоль одной из вторых пар кромок кровельной доски для формирования нахлеста гидроизоляционной мембраны для нахлеста и приклеивания к гидроизоляционным мембранам других сборных многослойных кровельных панелей при формировании кровельной системы.
- 3. Сборная многослойная кровельная панель по п.1, в которой:
- самоклеящийся клей на нижней основной поверхности изоляционного слоя представляет собой самоклеящийся клеевой слой, покрытый отделяемым листом.
- 4. Сборная многослойная кровельная панель по п.1, отличающаяся тем, что:
- самоклеящийся клей на нижней основной поверхности изоляционного слоя представляет собой множество самоклеящихся полосок клея, покрытых общим отделяемым листом.
- самоклеящийся клей на нижней основной поверхности изоляционного слоя представляет собой множество самоклеящихся полосок клея, покрытых общим отделяемым листом.
- 5. Сборная многослойная кровельная панель по п.1, в которой:
- самоклеящийся клей на нижней основной поверхности изоляционного слоя представляет собой множество самоклеящихся полосок клея, каждая из которых покрыта отдельной выпускной лист.
- 6. Сборная многослойная кровельная панель по п.1, отличающаяся тем, что:
- по крайней мере одна из пар кромок изоляционного слоя имеет средства блокировки для блокировки изоляционного слоя сборной многослойной кровельной панели с изоляционными слоями другие сборные многослойные кровельные панели при формировании кровельной системы.
- 7. Сборная многослойная кровельная панель по п.6, отличающаяся тем, что:
- замковые средства представляют собой пазогребневые замковые средства для лучшего сцепления и устранения тепловых каналов между сборными многослойными кровельными панелями кровельной системы .
- 8. Сборная многослойная кровельная панель по п.1, в которой:
- гидроизоляционная мембрана выбрана из группы, состоящей из битумных мембран, модифицированных битумных мембран и однослойных мембран.
- 9. Сборная многослойная кровельная панель по п.1, в которой:
- облицовочная плита выбрана из группы, состоящей из перлитовых облицовочных плит, облицовочных плит из древесного волокна, облицовочных плит из гипса, облицовочных плит из полимерного материала и преимущественно облицовочные плиты из полимерного материала.
- 10. Сборная многослойная кровельная панель по п.1, отличающаяся тем, что:
- изоляционный слой выбран из группы, состоящей из пенопластовой изоляции из полимерного материала низкой плотности, пенопластовой изоляции из преимущественно полимерного материала низкой плотности и пенопластовой теплоизоляции с низкой плотностью. изоляция из плотного стекловолокна.
- 2. Сборная многослойная кровельная панель по п.1, в которой:
- изоляционный слой;


 Сборная многослойная кровельная панель по п.1, в которой:
Сборная многослойная кровельная панель по п.1, в которой: - 11. Сборная многослойная кровельная панель, состоящая из:
- изоляционный слой;
изоляционный слой, представляющий собой вспененный слой низкой плотности преимущественно из полимерного материала, имеющий плотность менее 6 фунтов/фут 3 ;
изоляционный слой, имеющий длину, ширину и толщину;
изоляционный слой, имеющий верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной изоляционного слоя;
изоляционный слой, имеющий первую пару кромок, каждая из которых определяется длиной и толщиной изоляционного слоя;
изоляционный слой, имеющий вторую пару кромок, каждая из которых определяется шириной и толщиной изоляционного слоя;
крышка;покрывающая плита представляет собой слой преимущественно полимерного материала высокой плотности, имеющий плотность от 6 фунтов/фут 3 до 25 фунтов/фут 3 ;
панель покрытия, имеющая длину, ширину и толщину;
длина и ширина облицовочной плиты по существу равны длине и ширине изоляционного слоя;
накладка, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной накладки;
накладка, имеющая первую пару кромок, каждая из которых определяется длиной и толщиной накладки;
накладка, имеющая вторую пару кромок, каждая из которых определяется шириной и толщиной накладки; и
гидроизоляционная мембрана;гидроизоляционная мембрана, имеющая длину и ширину;
гидроизоляционная мембрана, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной гидроизоляционной мембраны;
Гидроизоляционная мембрана, покрывающая верхнюю основную поверхность обшивки и приклеиваемая к верхней основной поверхности обшивки.
- Просмотр зависимых пунктов формулы (12, 13, 14, 15, 16, 17, 18, 19, 20, 21)
- изоляционный слой;
 Сборная многослойная кровельная панель, состоящая из:
Сборная многослойная кровельная панель, состоящая из: 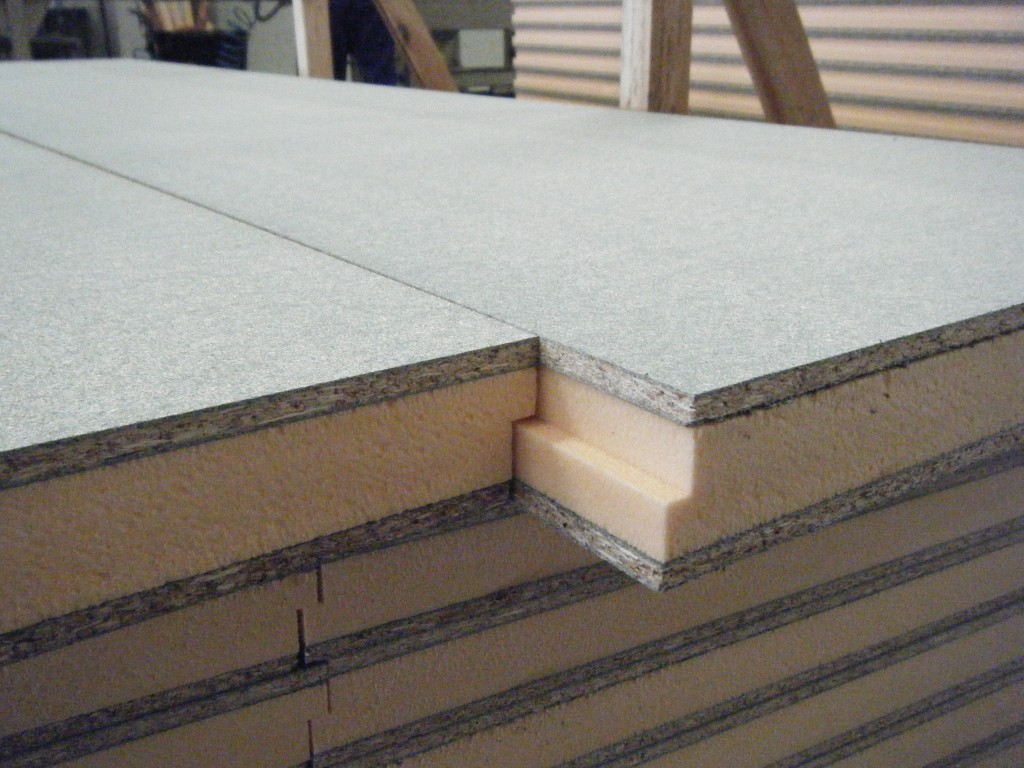
- 22. Кровельная система для малоскатной крыши, состоящая из:
- подложку настила крыши с малым уклоном, покрытую множеством сборных многослойных кровельных панелей;
сборные многослойные кровельные панели, каждая из которых включает;
изоляционный слой;изоляционный слой, имеющий длину, ширину и толщину;
изоляционный слой, имеющий верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной изоляционного слоя;
изоляционный слой, имеющий первую пару кромок, каждая из которых определяется длиной и толщиной изоляционного слоя;
изоляционный слой, имеющий вторую пару кромок, каждая из которых определяется шириной и толщиной изоляционного слоя;
основная нижняя поверхность изоляционного слоя, имеющая самоклеящиеся средства для приклеивания сборной многослойной кровельной панели к кровельному основанию;
крышка;панель покрытия, имеющая длину, ширину и толщину;
длина и ширина облицовочной плиты по существу равны длине и ширине изоляционного слоя;
накладка, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной накладки;
накладка, имеющая первую пару кромок, каждая из которых определяется длиной и толщиной накладки;
накладка, имеющая вторую пару кромок, каждая из которых определяется шириной и толщиной накладки; и
гидроизоляционная мембрана;гидроизоляционная мембрана, имеющая длину и ширину;
гидроизоляционная мембрана, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной гидроизоляционной мембраны;
гидроизоляционная мембрана, покрывающая верхнюю большую поверхность плиты покрытия и приклеиваемая к верхней основной поверхности плиты покрытия; и
сборные многослойные кровельные панели, приклеенные к основанию настила с малым уклоном с помощью самоклеящегося клея на нижней основной поверхности изоляционного слоя сборной многослойной кровельной панели. - Просмотр зависимых пунктов формулы (23, 24, 25, 26, 27)
- 23. Кровельная система для малоскатной крыши по п.22, отличающаяся тем, что:
- гидроизоляционная мембрана выходит за пределы верхней основной поверхности покрывающей доски вдоль одной из первых пар кромок и вдоль одной из вторых пар кромок покрывающей доски с образованием нахлестов гидроизоляционной мембраны для нахлеста и приклеивания к гидроизоляционным мембранам других сборных многослойных кровельных панелей при формировании кровельной системы; и перекрытия гидроизоляционной мембраны каждой сборной многослойной кровельной панели перекрываются и соединяются с гидроизоляционными мембранами других сборных многослойных кровельных панелей в кровельной системе.
- 24. Кровельная система для малоскатной крыши по п.23, отличающаяся тем, что:
- по крайней мере одна из пар кромок изоляционного слоя каждой из сборных многослойных кровельных панелей имеет средства блокировки для блокировки изоляционного слоя сборной многослойной кровельной панели с изоляционными слоями других из множества сборных многослойных кровельных панелей, и каждая из сборных многослойных кровельных панелей сцепляется с помощью замкового средства с другой из множества сборных многослойных кровельных материалов панели в кровельной системе.
- по крайней мере одна из пар кромок изоляционного слоя каждой из сборных многослойных кровельных панелей имеет средства блокировки для блокировки изоляционного слоя сборной многослойной кровельной панели с изоляционными слоями других из множества сборных многослойных кровельных панелей, и каждая из сборных многослойных кровельных панелей сцепляется с помощью замкового средства с другой из множества сборных многослойных кровельных материалов панели в кровельной системе.
- 25. Кровельная система для малоскатной крыши по п.22, отличающаяся тем, что:
- изоляционный слой каждой сборной многослойной кровельной плиты представляет собой слой вспененного материала низкой плотности, состоящий преимущественно из полимерного материала, который имеет плотность менее 6 фунтов/фут 3 и толщину от примерно 0,50 дюйма до примерно 6 дюймов; Доска каждой сборной многослойной кровельной панели представляет собой слой материала высокой плотности, преимущественно из полимерного материала, который имеет плотность от 6 фунтов/фут 3 и 25 фунтов/фут 3 толщина примерно от 0,08 дюйма до 0,75 дюйма; и изоляционный слой и покрывающая плита каждой из предварительно изготовленных многослойных кровельных панелей имеют ширину примерно 4 фута или более.
- 26. Кровельная система для малоскатной крыши по п.25, отличающаяся тем, что:
- теплоизоляционный слой представляет собой слой вспененного материала низкой плотности преимущественно полимерного материала с неорганическим наполнителем; а облицовочный картон представляет собой слой материала высокой плотности преимущественно из полимерного материала с неорганическим наполнителем.
- теплоизоляционный слой представляет собой слой вспененного материала низкой плотности преимущественно полимерного материала с неорганическим наполнителем; а облицовочный картон представляет собой слой материала высокой плотности преимущественно из полимерного материала с неорганическим наполнителем.
- 27. Кровельная система для малоскатной крыши по п.25, отличающаяся тем, что:
- по крайней мере одна из пар кромок изоляционного слоя каждой из сборных многослойных кровельных панелей имеет средства блокировки для блокировки изоляционного слоя сборной многослойной кровельной панели с изоляционными слоями других из множества сборных многослойных кровельных панелей, и каждая из сборных многослойных кровельных панелей сцепляется с помощью замкового средства с другой из множества сборных многослойных кровельных материалов панели в кровельной системе.
- 23. Кровельная система для малоскатной крыши по п.22, отличающаяся тем, что:
- подложку настила крыши с малым уклоном, покрытую множеством сборных многослойных кровельных панелей;



- 28. Кровельная система для малоскатной крыши, состоящая из:
- подложку настила крыши с малым уклоном, покрытую множеством сборных многослойных кровельных панелей;
сборные многослойные кровельные панели, крепящиеся к основанию; и
сборные многослойные кровельные панели, каждая из которых включает;
изоляционный слой;изоляционный слой, представляющий собой вспененный слой низкой плотности преимущественно из полимерного материала с плотностью менее 6 фунтов/фут 3 ;
изоляционный слой, имеющий длину, ширину и толщину;
изоляционный слой, имеющий верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной изоляционного слоя;
изоляционный слой, имеющий первую пару кромок, каждая из которых определяется длиной и толщиной изоляционного слоя;
изоляционный слой, имеющий вторую пару кромок, каждая из которых определяется шириной и толщиной изоляционного слоя;
крышка;покрывающая плита представляет собой слой преимущественно полимерного материала высокой плотности, имеющий плотность от 6 фунтов/фут 3 до 25 фунтов/фут 3 ;
панель покрытия, имеющая длину, ширину и толщину;
длина и ширина облицовочной плиты по существу равны длине и ширине изоляционного слоя; изоляционный слой;
накладка, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной накладки;
накладка, имеющая первую пару кромок, каждая из которых определяется длиной и толщиной накладки;
накладка, имеющая вторую пару кромок, каждая из которых определяется шириной и толщиной накладки; и
гидроизоляционная мембрана;гидроизоляционная мембрана, имеющая длину и ширину;
гидроизоляционная мембрана, имеющая верхнюю основную поверхность и нижнюю основную поверхность, каждая из которых определяется длиной и шириной гидроизоляционной мембраны;
Гидроизоляционная мембрана, покрывающая верхнюю основную поверхность обшивки и приклеиваемая к верхней основной поверхности обшивки.
- Просмотр зависимых пунктов (29, 30, 31)
- 29. Кровельная система для малоскатной крыши по п.28, отличающаяся тем, что:
- теплоизоляционный слой представляет собой слой вспененного материала низкой плотности преимущественно полимерного материала с неорганическим наполнителем; а облицовочный картон представляет собой слой материала высокой плотности преимущественно из полимерного материала с неорганическим наполнителем.
- 30. Кровельная система для малоскатной крыши по п.28, отличающаяся тем, что:
- гидроизоляционная мембрана выходит за пределы верхней основной поверхности покрывающей доски вдоль одной из первых пар кромок и вдоль одной из вторых пар кромок покрывающей доски с образованием нахлестов гидроизоляционной мембраны для нахлеста и приклеивания к гидроизоляционным мембранам других сборных многослойных кровельных панелей при формировании кровельной системы; и перекрытия гидроизоляционной мембраны каждой сборной многослойной кровельной панели перекрываются и соединяются с гидроизоляционными мембранами других сборных многослойных кровельных панелей в кровельной системе.
- гидроизоляционная мембрана выходит за пределы верхней основной поверхности покрывающей доски вдоль одной из первых пар кромок и вдоль одной из вторых пар кромок покрывающей доски с образованием нахлестов гидроизоляционной мембраны для нахлеста и приклеивания к гидроизоляционным мембранам других сборных многослойных кровельных панелей при формировании кровельной системы; и перекрытия гидроизоляционной мембраны каждой сборной многослойной кровельной панели перекрываются и соединяются с гидроизоляционными мембранами других сборных многослойных кровельных панелей в кровельной системе.
- 31. Кровельная система для малоскатной крыши по п.30, отличающаяся тем, что:
- по крайней мере одна из пар кромок изоляционного слоя каждой из сборных многослойных кровельных панелей имеет средства блокировки для блокировки изоляционного слоя сборной многослойной кровельной панели с изоляционными слоями других из множества сборных многослойных кровельных панелей, и каждая из сборных многослойных кровельных панелей сцепляется с помощью замкового средства с другой из множества сборных многослойных кровельных материалов панели в кровельной системе.
- 29. Кровельная система для малоскатной крыши по п.28, отличающаяся тем, что:
- подложку настила крыши с малым уклоном, покрытую множеством сборных многослойных кровельных панелей;


Спецификация
×
Обратная связь
Категория: Сообщить о проблемеОтзывы о данныхНеобходима помощьПредложения по функциямДругие отзывы
Используйте эту форму, чтобы оставить отзыв или задать любые вопросы о RPX Insight.
Прикрепить файлы) Поддерживаемых файлов: .png .jpg .gif .pdf .xls .xlsx Общий лимит загрузки: 10 МБ
Включить URL этой страницы
>
×
Спасибо за отзыв
СБОРНЫЕ СТЕНОВЫЕ ПАНЕЛИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ
к способу изготовления панелей и к строительным компонентам, включающим их.
2. Обсуждение предшествующего уровня техники
Промышленные методы строительства становятся все более популярными в последние десятилетия в строительной отрасли как для жилых, так и для общественных зданий. Также называемые крупнопанельными конструкциями, такие методы используют высокую степень заводской заводской готовности. с целью сокращения работ на стройплощадке и повышения качества и скорости строительства. Большие сборные панели транспортируются с завода на строительную площадку, где они собираются по модульному принципу для формирования стен, потолков и/или полов.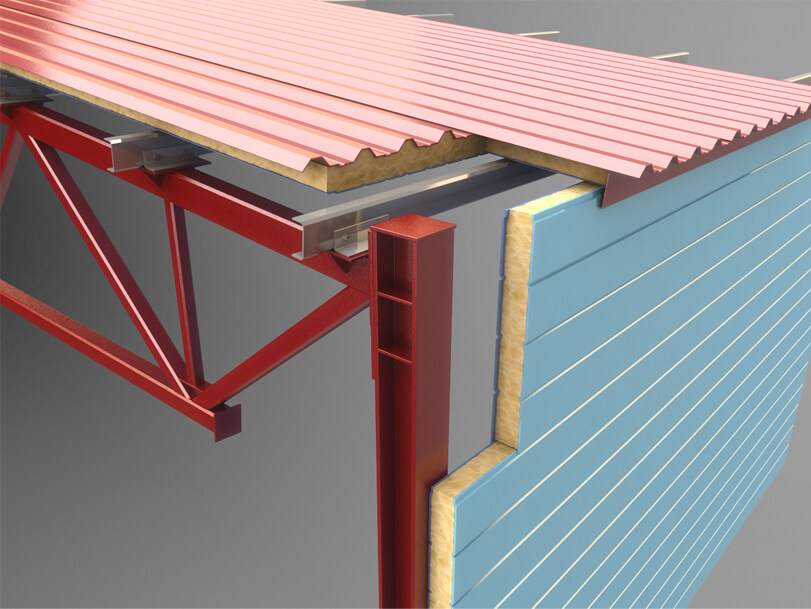 Факультативно, панели могут быть собраны, по крайней мере частично, на заводе для формирования более крупных компонентов здания, где ограничение размера предварительно собранных компонентов в основном связано с возможностями транспортировки. В любом случае работы и мусора на строительной площадке значительно меньше по сравнению с традиционными и/или обычными методами строительства.
Факультативно, панели могут быть собраны, по крайней мере частично, на заводе для формирования более крупных компонентов здания, где ограничение размера предварительно собранных компонентов в основном связано с возможностями транспортировки. В любом случае работы и мусора на строительной площадке значительно меньше по сравнению с традиционными и/или обычными методами строительства.
В технике известны различные сборные большие панели для модульного строительства, включая многослойные сэндвич-панели. Однако доступные строительные панели и способы изготовления таких панелей по-прежнему имеют ряд недостатков. В частности, изготовление известных крупных строительных панелей включает механическое крепление для соединения различных компонентов и/или слоев панели друг с другом. Таким образом, не только сборка панелей для формирования стен из более крупных строительных компонентов требует ручной работы, но во многих случаях изготовление самих панелей требует ручной работы, что замедляет производство и увеличивает затраты. Кроме того, изготовленные таким образом панели могут страдать от неравномерного крепления и, следовательно, от недостаточной плоскостности, а также от слабых мест или линий швов, подверженных нестабильности. Кроме того, многие известные сборные панели не обладают всеми свойствами, требуемыми от строительных элементов в плане устойчивости, теплоизоляции, простоты прокладки коммуникаций и т. д.
Кроме того, изготовленные таким образом панели могут страдать от неравномерного крепления и, следовательно, от недостаточной плоскостности, а также от слабых мест или линий швов, подверженных нестабильности. Кроме того, многие известные сборные панели не обладают всеми свойствами, требуемыми от строительных элементов в плане устойчивости, теплоизоляции, простоты прокладки коммуникаций и т. д.
Поэтому по-прежнему существует потребность в улучшенных сборных строительных панелях и в улучшенном процессе их изготовления.
Соответственно, целью настоящего изобретения является создание строительной панели, изготовленной как единое целое, структурно прочной и стабильной по размерам, обеспечивающей высокий уровень тепло- и звукоизоляции, а также влаго- и паронепроницаемости. а также огнестойкий.
Еще одной целью изобретения является создание строительной панели, имеющей вышеуказанные характеристики, которая позволяет легко прокладывать инженерные коммуникации, такие как электропроводка и водопровод, и которая обеспечивает гибкость на стадии планирования и производства, так что ее можно легко приспособить к конкретных потребностей и допускает будущие изменения.
Дополнительной целью изобретения является создание сборных панелей, обладающих указанными выше свойствами, которые позволяют соединять отдельные панели друг с другом, а также с полом и потолком посредством сварки, а не механических крепежных элементов.
Еще одна цель изобретения состоит в том, чтобы предложить способ изготовления крупногабаритных и сверхкрупногабаритных панелей, обладающих указанными выше характеристиками, который сводит к минимуму ручную работу на производственной площадке, а также сокращает объем работ по сборке и отделке на производственной площадке. строительная площадка.
Другие преимущества изобретения будут очевидны из следующего описания.
Настоящее изобретение предлагает усовершенствованные сборные стеновые панели для модульного строительства и усовершенствованный способ их изготовления.
Одним аспектом настоящего изобретения является многослойная сборная стеновая панель, имеющая внутреннюю плоскую поверхность и внешнюю плоскую поверхность. Панель содержит: несущий и пароизоляционный внутренний слой, имеющий внутреннюю поверхность и противоположную внешнюю сторону; внутренний изоляционный и инженерный слой, приклеенный к внутренней поверхности внутреннего слоя; внешний лист из первого жесткого строительного материала, соединенного с внутренним изоляционным слоем; и внутренний лист из второго строительного материала, прикрепленный к внешней поверхности внутреннего слоя.
Панель содержит: несущий и пароизоляционный внутренний слой, имеющий внутреннюю поверхность и противоположную внешнюю сторону; внутренний изоляционный и инженерный слой, приклеенный к внутренней поверхности внутреннего слоя; внешний лист из первого жесткого строительного материала, соединенного с внутренним изоляционным слоем; и внутренний лист из второго строительного материала, прикрепленный к внешней поверхности внутреннего слоя.
Сердцевинный слой предпочтительно содержит по меньшей мере два трубчатых металлических элемента и одну или более внутренних сэндвич-панелей, проходящих между по меньшей мере двумя металлическими элементами, при этом одна или более сэндвич-панелей предпочтительно содержат теплоизоляционный материал, выбранный из группы, состоящей из минеральной ваты , полимерная пена и древесина, зажатые между двумя плоскими металлическими обшивками. Стеновая панель дополнительно содержит верхний элемент рамы и нижний элемент рамы, приваренные к по меньшей мере двум металлическим трубчатым элементам для образования рамы вокруг панели.
Внутренний изоляционный и инженерный слой содержит множество каналов, проходящих сверху вниз, для размещения инженерных коммуникаций. В соответствии с одним вариантом осуществления изобретения внутренний изоляционный и инженерный слой содержит множество расположенных на расстоянии друг от друга продолговатых блоков изоляционного материала. В соответствии с другим вариантом изолирующий и инженерный монтажный слой содержит матрацеобразную основу, выполненную из изоляционного материала, снабженную множеством каналов, проходящих по всей длине матрацеобразной основы и имеющих отверстия на верхнем и нижнем краях основы. . Одна или более сэндвич-панелей и металлических элементов имеют по существу одинаковую длину и толщину, чтобы в сочетании образовывать сплошной слой с двумя противоположными плоскими поверхностями. Предпочтительно наружный лист выбирают из группы, состоящей из цементной плиты, деревянной плиты, металлического листа и листа армированного пластика, а внутренний лист выбирают из группы, состоящей из гипсовой плиты, цементной плиты и деревянной плиты. . Толщина стеновой панели, определяемая как расстояние между внутренней и внешней плоскими поверхностями стеновых панелей, предпочтительно находится в диапазоне от 140 до 260 мм.
. Толщина стеновой панели, определяемая как расстояние между внутренней и внешней плоскими поверхностями стеновых панелей, предпочтительно находится в диапазоне от 140 до 260 мм.
Вторым аспектом изобретения является способ изготовления строительной панели, включающий следующие этапы: последовательное формирование пакета горизонтально расположенных строительных слоев; покрытие верхней поверхности каждого слоя клеем перед нанесением на нее следующего слоя; и воздействие на указанную стопку равномерных сил сжатия. Способ может дополнительно включать стадию включения металлического каркаса в указанный пакет строительных слоев. Стадия воздействия на стопку равномерных сил сжатия может быть выполнена с помощью вакуумного коллектора или альтернативно с помощью сжимающей пластины. Пакет предпочтительно содержит первый лист строительного материала, средний слой, изоляционный и вспомогательный монтажный слой и второй лист строительного материала.
Настоящее изобретение будет понято и оценено более полно из следующего подробного описания в сочетании с чертежами, на которых:
ФИГ. 1 и 2 представляют собой частичный изометрический вид и частичный вид спереди, соответственно, стеновой панели согласно одному варианту осуществления настоящего изобретения, иллюстрирующие многослойную структуру панели;
1 и 2 представляют собой частичный изометрический вид и частичный вид спереди, соответственно, стеновой панели согласно одному варианту осуществления настоящего изобретения, иллюстрирующие многослойную структуру панели;
РИС. 3 — горизонтальный разрез стеновой панели по фиг. 1 и 2 по линии 3 — 3 на фиг. 1;
РИС. 4 представляет собой вертикальный разрез панели по фиг. 1 и 2 по линии 4 — 4 ;
РИС. 5 представляет собой изометрический вид металлической рамы в соответствии с вариантом осуществления по фиг. 1, показывающий верхний и нижний каркас и вертикальные несущие металлические элементы;
РИС. 6А и 6В иллюстрируют два варианта выполнения внутренних сэндвич-панелей из внутреннего слоя;
РИС. 7 представляет собой вертикальный разрез здания, состоящего из стеновой панели, показанной на фиг. 1, показывающий соединения стеновой панели с полом и потолком, а также инженерную линию, проходящую через внутренний изоляционный слой;
РИС. 8 — горизонтальный разрез стеновой панели изобретения в соответствии со вторым вариантом осуществления;
8 — горизонтальный разрез стеновой панели изобретения в соответствии со вторым вариантом осуществления;
РИС. 9 представляет собой частичное изометрическое изображение внутреннего изолирующего слоя в соответствии со вторым вариантом осуществления, изображенным на фиг. 8;
РИС. 10 представляет собой вертикальный разрез здания, состоящего из стеновых панелей, показанных на фиг. 8;
РИС. 11А и 11В представляют собой виды спереди и сбоку в разрезе, соответственно, иллюстрирующие процесс формирования панели в соответствии с новым способом изобретения;
РИС. 12А представляет собой вид спереди стеновой панели согласно изобретению, содержащей предварительно спроектированный оконный проем;
РИС. 12В представляет собой горизонтальное сечение по линии В-В на фиг. 13А.
РИС. 13А представляет собой горизонтальный разрез стены в соответствии с изобретением, показывающий две соседние панели, соединенные вместе, образуя стену;
РИС. 13В представляет собой горизонтальный разрез угла здания в соответствии с изобретением, показывающий перпендикулярно соединенные панели.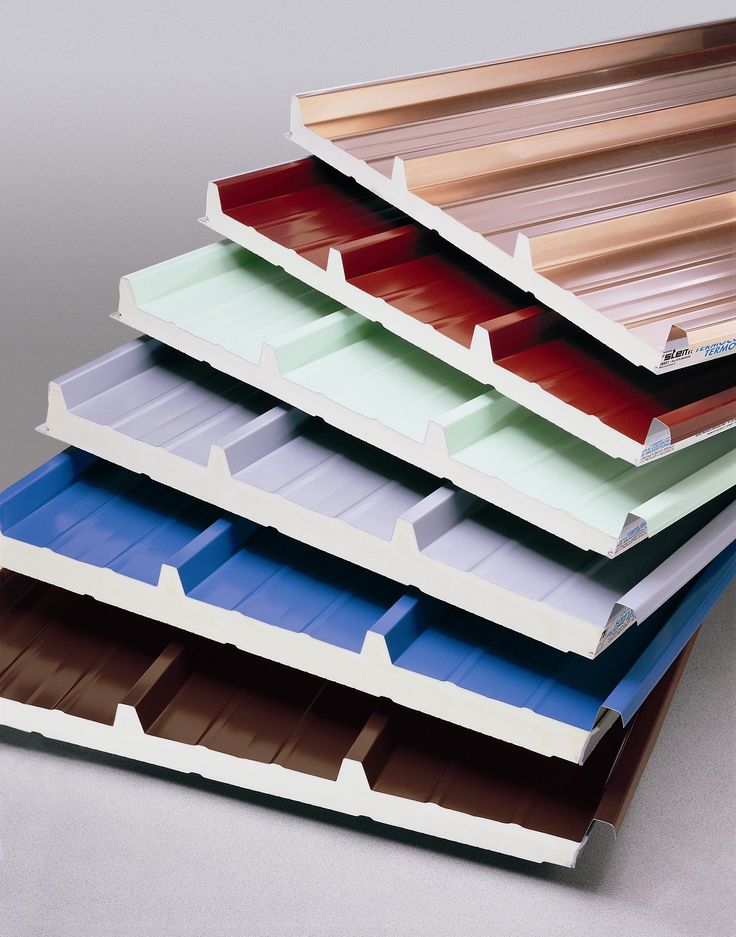
Следует понимать, что чертежи нарисованы не в масштабе и что пропорции изображенных элементов, а также соотношения размеров между различными элементами искажены, чтобы лучше продемонстрировать различные признаки изобретения.
Настоящее изобретение предлагает усовершенствованные стеновые панели и усовершенствованные способы их изготовления. Панели по изобретению содержат несколько слоев, каждый из которых предназначен для придания панели определенной функциональности и/или преимущества, в то время как способ изготовления многослойной панели в виде одного цельного блока без механических застежек между элементами дополнительно придает структурная стабильность панели и повышенная плоскостность и гладкость. В соответствии с новым способом изобретения различные слои панели соединяются друг с другом под давлением посредством одного этапа сжатия, а не скрепляются друг с другом механическими крепежными средствами, такими как винты и болты. Помимо повышения стабильности и внешнего вида, это позволяет изготавливать очень большие панели, что значительно сокращает количество стыков и, следовательно, уменьшает объем работ и стоимость на строительной площадке, а также количество дефектов, которые могут возникнуть при сборке стыков.
Ссылаясь на ФИГ. 1-4 показана стеновая панель, в целом обозначенная как 10 , в соответствии с одним вариантом осуществления изобретения. Стена 10 состоит из внутреннего слоя 20 , внутреннего изоляционного и инженерного слоя 30 , наружного листа 40 и внутреннего листа 50 . Слои 20 , 30 , 40 и 50 соединены друг с другом в одну цельную панель, имеющую две противоположные гладкие плоские поверхности, образованные внешними сторонами листов 40 и 50 . Панель 10 дополнительно содержит верхний элемент рамы 64 и нижний элемент рамы 62 , которые вместе с элементами 25 внутреннего слоя 20 образуют периферийный металлический каркас 60 , который охватывает панель 7 для улучшения стабильность конструкции панели и возможность приварки к соседним панелям, а также к потолку и полу. Рамка 60 показана на фиг. 5.
Основной слой 20 содержит по меньшей мере два прямоугольных, предпочтительно квадратных, трубчатых металлических элемента 25 , проходящих по всей длине L панели 10 , и одну или несколько внутренних сэндвич-панелей 22 , проходящих между элементами 25 и соприкасающихся с ними до заполнить пространство между ними. Элементы 25 и панели 22 имеют одинаковую длину и толщину, чтобы образовать матрасоподобный слой, имеющий две противоположные плоские поверхности, плоский верхний край и плоский нижний край. Внешние стороны 26 элементов 25 определяют боковые грани слоя 20 . Элементы 25 являются основными несущими элементами конструкции панели 10 и поэтому должны располагаться через соответствующие интервалы. Таким образом, в зависимости от размера панели 10 и общих требований к конструкции один или несколько дополнительных элементов 25 могут быть включены в слой 20 между панелями 22 . На практике элементы каркаса 62 и 64 привариваются к элементам 25 , образуя конструкционный металлический каркас 60 , который встраивается в панель 10 в процессе производства, как описано ниже.
Элементы 25 и панели 22 имеют одинаковую длину и толщину, чтобы образовать матрасоподобный слой, имеющий две противоположные плоские поверхности, плоский верхний край и плоский нижний край. Внешние стороны 26 элементов 25 определяют боковые грани слоя 20 . Элементы 25 являются основными несущими элементами конструкции панели 10 и поэтому должны располагаться через соответствующие интервалы. Таким образом, в зависимости от размера панели 10 и общих требований к конструкции один или несколько дополнительных элементов 25 могут быть включены в слой 20 между панелями 22 . На практике элементы каркаса 62 и 64 привариваются к элементам 25 , образуя конструкционный металлический каркас 60 , который встраивается в панель 10 в процессе производства, как описано ниже.
Внутренние панели 22 представляют собой сэндвич-панели, состоящие из изоляционного материала сердцевины 24 , зажатого между противоположными обшивками 26 и 28 .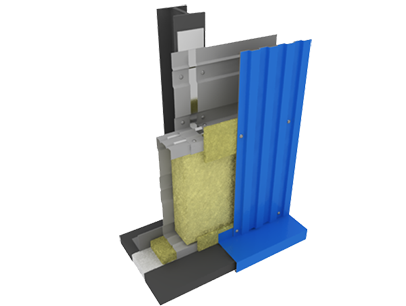 Предпочтительно обшивки 26 и 28 представляют собой металлические листы, предпочтительно стальные листы толщиной 0,2-0,8 мм. Скины 26 и 28 служат пароизоляцией между внутренней и внешней частью панели 10 . Изоляционный материал 24 может быть любым изоляционным материалом и может быть в виде готовых блоков или в виде сыпучего материала. Возможные материалы для изолятора 24 включают минеральную вату, вспененный или экструдированный полимерный пенопласт или полимерные волокна, деревянные блоки или древесные волокна и т.п. Предпочтительно изолятор 24 минеральная вата 100-140 кг/м 3 плотность. Тем не менее, изолятор 24 может быть выбран в соответствии с требованиями к тепло- и звукоизоляции в конкретном месте, где будет построено здание. Таким образом, для суровых погодных условий, когда теплоизоляция имеет решающее значение, изолятор 24 предпочтительно представляет собой пенополиуретан или пенополистирол, а для более мягких погодных условий изолятор 24 предпочтительно представляет собой минеральную вату, которая является лучшим звукоизолятором.
Предпочтительно обшивки 26 и 28 представляют собой металлические листы, предпочтительно стальные листы толщиной 0,2-0,8 мм. Скины 26 и 28 служат пароизоляцией между внутренней и внешней частью панели 10 . Изоляционный материал 24 может быть любым изоляционным материалом и может быть в виде готовых блоков или в виде сыпучего материала. Возможные материалы для изолятора 24 включают минеральную вату, вспененный или экструдированный полимерный пенопласт или полимерные волокна, деревянные блоки или древесные волокна и т.п. Предпочтительно изолятор 24 минеральная вата 100-140 кг/м 3 плотность. Тем не менее, изолятор 24 может быть выбран в соответствии с требованиями к тепло- и звукоизоляции в конкретном месте, где будет построено здание. Таким образом, для суровых погодных условий, когда теплоизоляция имеет решающее значение, изолятор 24 предпочтительно представляет собой пенополиуретан или пенополистирол, а для более мягких погодных условий изолятор 24 предпочтительно представляет собой минеральную вату, которая является лучшим звукоизолятором.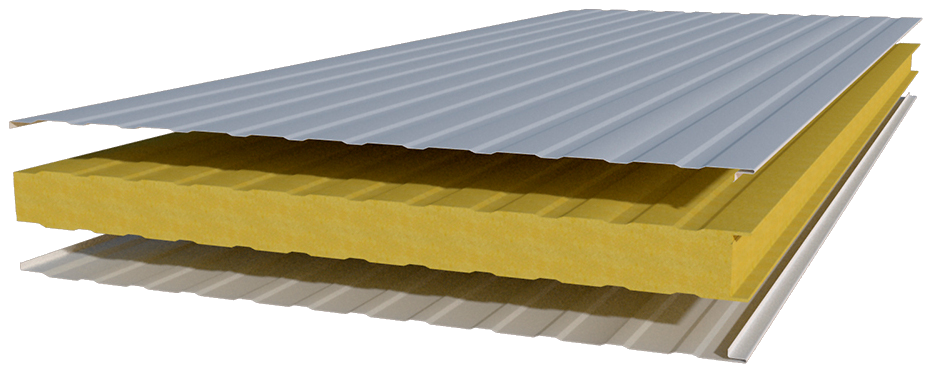 Сэндвич-панели 22 могут быть готовыми готовыми панелями или могут быть изготовлены специально для удовлетворения конкретных требований к изоляции и размерам. Альтернативно, при использовании изоляционного материала 24 имеет форму блоков, панели 22 могут формироваться в процессе изготовления панели 10 . Ширина (горизонтальный размер) панелей 22 может варьироваться и в основном определяется шириной имеющихся металлических листов. Когда слой 20 содержит более одной панели 22 , панели 22 упираются друг в друга, образуя непрерывный изолирующий слой между двумя металлическими обшивками. ФИГ. 6А и 6В показаны два возможных варианта стыковки и соединения сэндвич-панелей 9.0986 22 друг к другу, чтобы сформировать непрерывный слой. Согласно варианту осуществления, показанному на фиг. 6a, внешние шкуры 26 и 28 из панели 22 A Продюсь до некоторой степени 26 a и 28 A, , соответственно.
Сэндвич-панели 22 могут быть готовыми готовыми панелями или могут быть изготовлены специально для удовлетворения конкретных требований к изоляции и размерам. Альтернативно, при использовании изоляционного материала 24 имеет форму блоков, панели 22 могут формироваться в процессе изготовления панели 10 . Ширина (горизонтальный размер) панелей 22 может варьироваться и в основном определяется шириной имеющихся металлических листов. Когда слой 20 содержит более одной панели 22 , панели 22 упираются друг в друга, образуя непрерывный изолирующий слой между двумя металлическими обшивками. ФИГ. 6А и 6В показаны два возможных варианта стыковки и соединения сэндвич-панелей 9.0986 22 друг к другу, чтобы сформировать непрерывный слой. Согласно варианту осуществления, показанному на фиг. 6a, внешние шкуры 26 и 28 из панели 22 A Продюсь до некоторой степени 26 a и 28 A, , соответственно.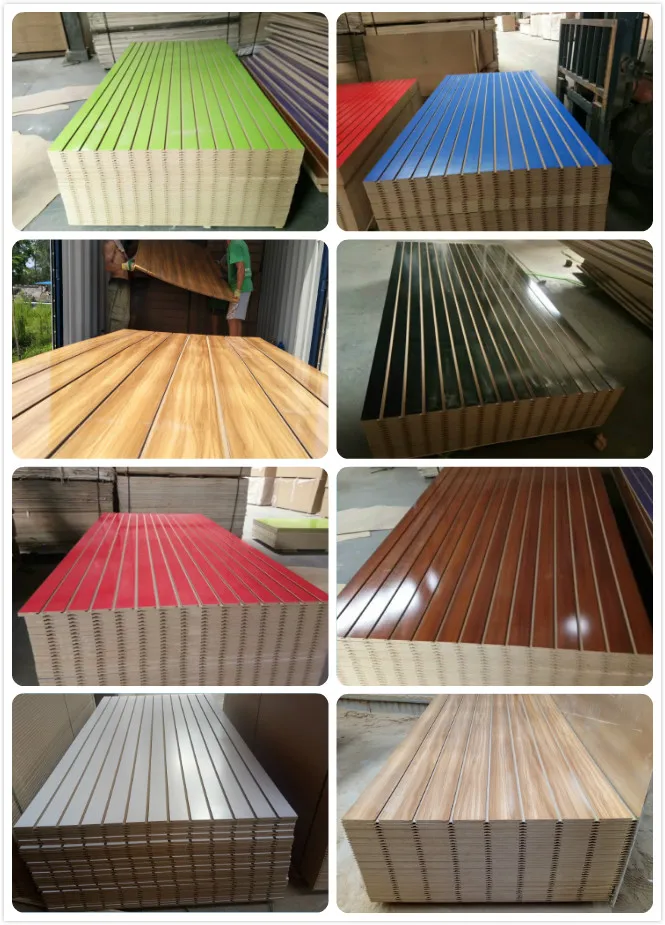 упираются друг в друга, часть 26 a перекрывает обшивку 26 соседней панели и часть 28 a обшивка внахлест 28 смежной панели в виде сланца. Согласно варианту осуществления, показанному на фиг. 6В, дополнительные обшивки 23 укладываются на обе обшивки 28 и 26 вдоль линии шва между соседними панелями 22 b. В соответствии с обоими вариантами осуществления непрерывный перекрывающийся внешний контакт между соседними панелями усиливает слой 20 и повышает его структурную устойчивость. Понятно, что поскольку металлическая обшивка панелей 22 имеют толщину всего в доли миллиметра, области двойного перекрытия вблизи линий шва не влияют на гладкость лицевой стороны слоя 20 в сколько-нибудь существенной степени.
упираются друг в друга, часть 26 a перекрывает обшивку 26 соседней панели и часть 28 a обшивка внахлест 28 смежной панели в виде сланца. Согласно варианту осуществления, показанному на фиг. 6В, дополнительные обшивки 23 укладываются на обе обшивки 28 и 26 вдоль линии шва между соседними панелями 22 b. В соответствии с обоими вариантами осуществления непрерывный перекрывающийся внешний контакт между соседними панелями усиливает слой 20 и повышает его структурную устойчивость. Понятно, что поскольку металлическая обшивка панелей 22 имеют толщину всего в доли миллиметра, области двойного перекрытия вблизи линий шва не влияют на гладкость лицевой стороны слоя 20 в сколько-нибудь существенной степени.
Рядом с внутренним слоем 20 по направлению к внутренней стороне панели 10 находится изоляционный и инженерный слой 30 . В соответствии с вариантом осуществления, показанным на фиг. 1-7, внутренний изолирующий слой 30 состоит из множества разнесенных удлиненных изолирующих блоков 9.0986 32 , предпочтительно прямоугольного сечения, расположенного между внутренним слоем 20 и внутренним листом 40 . Блоки 32 предпочтительно изготавливаются из водонепроницаемой полимерной пены с закрытыми порами, такой как пенополистирол. Однако в местах, где требуется дополнительная прочность, например, там, где шкафы должны быть подвешены к стене, полимерные блоки могут быть заменены структурированными деревянными блоками в металлических профилях для увеличения силы крепления шкафа к стене. Удлиненные блоки 32 длины Li проходят в продольном направлении между нижним элементом рамы 62 и горизонтальной балкой 67 верхнего элемента рамы 64 . Длина Li соответствует внутренней высоте здания. Блоки 32 предпочтительно толщиной примерно от 40 до 100 мм и шириной примерно от 100 до 300 мм расположены на равном расстоянии друг от друга, оставляя между собой удлиненные каналы 33 .
1-7, внутренний изолирующий слой 30 состоит из множества разнесенных удлиненных изолирующих блоков 9.0986 32 , предпочтительно прямоугольного сечения, расположенного между внутренним слоем 20 и внутренним листом 40 . Блоки 32 предпочтительно изготавливаются из водонепроницаемой полимерной пены с закрытыми порами, такой как пенополистирол. Однако в местах, где требуется дополнительная прочность, например, там, где шкафы должны быть подвешены к стене, полимерные блоки могут быть заменены структурированными деревянными блоками в металлических профилях для увеличения силы крепления шкафа к стене. Удлиненные блоки 32 длины Li проходят в продольном направлении между нижним элементом рамы 62 и горизонтальной балкой 67 верхнего элемента рамы 64 . Длина Li соответствует внутренней высоте здания. Блоки 32 предпочтительно толщиной примерно от 40 до 100 мм и шириной примерно от 100 до 300 мм расположены на равном расстоянии друг от друга, оставляя между собой удлиненные каналы 33 . Каналы 33 желательно иметь более узкие размеры, чем у блоков 32 , чтобы слой 30 состоит примерно на 75% из твердых и примерно на 25% из пустот. Каналы 33 позволяют прокладывать инженерные коммуникации, такие как электропроводка, водопроводные трубы, линии связи и т. д., как лучше всего видно на РИС. 7. Множество отверстий 65 a и 65 b , предусмотренных в нижней раме 62 и балке 67 соответственно, совмещенных с каналами 33 , позволяют продевать вспомогательные линии через раму. для подключения к коммуникационным узлам, установленным под полом и/или над потолком.
Каналы 33 желательно иметь более узкие размеры, чем у блоков 32 , чтобы слой 30 состоит примерно на 75% из твердых и примерно на 25% из пустот. Каналы 33 позволяют прокладывать инженерные коммуникации, такие как электропроводка, водопроводные трубы, линии связи и т. д., как лучше всего видно на РИС. 7. Множество отверстий 65 a и 65 b , предусмотренных в нижней раме 62 и балке 67 соответственно, совмещенных с каналами 33 , позволяют продевать вспомогательные линии через раму. для подключения к коммуникационным узлам, установленным под полом и/или над потолком.
Внутренние поверхности блоков 32 напротив поверхностей, соприкасающихся с панелями 22 , покрыты внутренним листом 50 длины Li. Внутренний лист 50 может быть изготовлен из любого строительного материала, подходящего для внутренней стены, включая гипсовую плиту, цементную плиту, деревянную плиту и т. п. Предпочтительно лист 50 представляет собой готовый гипсокартон толщиной от 9 до 32 мм. Следует понимать, что панель 10 не требует дополнительной отделки внутренней стороны здания, поскольку в данной области техники хорошо известно покрытие внутренних поверхностей гипсовыми плитами. Внешний лист 40 , длиной L, наклеивается на наружную поверхность внутреннего слоя 20 может быть из любого прочного строительного материала, пригодного для использования в климатических условиях, в которых будет расположено здание, в том числе из цемента, дерева, металла, армирующих полимерных листов и тому подобное. Предпочтительно лист 40 представляет собой цементную плиту толщиной от 7,5 до 20 мм. Следует понимать, что, хотя это и не обязательно, любой тип облицовки (т.е. сайдинг, штукатурка, EIFS, кирпич, камень) может быть нанесен на внутреннюю и/или внешнюю поверхность панели аналогично традиционным методам строительства. Облицовка может быть нанесена на производственной площадке или может быть нанесена позже на строительной площадке после возведения здания.
п. Предпочтительно лист 50 представляет собой готовый гипсокартон толщиной от 9 до 32 мм. Следует понимать, что панель 10 не требует дополнительной отделки внутренней стороны здания, поскольку в данной области техники хорошо известно покрытие внутренних поверхностей гипсовыми плитами. Внешний лист 40 , длиной L, наклеивается на наружную поверхность внутреннего слоя 20 может быть из любого прочного строительного материала, пригодного для использования в климатических условиях, в которых будет расположено здание, в том числе из цемента, дерева, металла, армирующих полимерных листов и тому подобное. Предпочтительно лист 40 представляет собой цементную плиту толщиной от 7,5 до 20 мм. Следует понимать, что, хотя это и не обязательно, любой тип облицовки (т.е. сайдинг, штукатурка, EIFS, кирпич, камень) может быть нанесен на внутреннюю и/или внешнюю поверхность панели аналогично традиционным методам строительства. Облицовка может быть нанесена на производственной площадке или может быть нанесена позже на строительной площадке после возведения здания. Следует понимать, что конструкция стенки 10 разработан таким образом, что существует минимальный непрерывный путь теплопроводности металла от одной поверхности стены к противоположной стороне. Кроме того, следует понимать, что внутренняя сэндвич-панель внутреннего слоя служит пароизоляцией между внутренней и внешней стороной.
Следует понимать, что конструкция стенки 10 разработан таким образом, что существует минимальный непрерывный путь теплопроводности металла от одной поверхности стены к противоположной стороне. Кроме того, следует понимать, что внутренняя сэндвич-панель внутреннего слоя служит пароизоляцией между внутренней и внешней стороной.
На фиг. 5 показан металлический каркас 60 , который охватывает периферийные края слоев 20 и 30 панели 10 . Слои 40 и 50 приклеены к противоположным крайним поверхностям рамы 60 , как лучше всего видно на РИС. 4 и 7. Рама 60 содержит нижний элемент 62 рамы, верхний элемент 64 рамы и два вертикальных несущих элемента 25 . Элементы рамы 62 и 64 проходят по всей ширине панели 10 , и каждый из них имеет профиль, состоящий из вертикальных и горизонтальных секций, сконфигурированных для приема слоев панели 9.0986 10 , а также для сварки металла с соответствующими металлическими рамами в полу и потолке. Таким образом, верхний элемент 64 содержит верхний и нижний L-образные участки 66 и 67 профиля соответственно, направленные в противоположные стороны и соединенные вертикальным участком 61 . Аналогичным образом, нижний элемент рамы 62 содержит два L-образных профиля 63 и 68 , соединенных вертикальной секцией 69 . Основной слой 20 длиной L размещается между горизонтальными секциями секций 66 и 63 , а блоки 32 слоя 30 длиной Li вставляются между L-образными секциями 67 7 и 80986 8 и расположены между отверстиями 65 a и 65 b для обеспечения отверстий в каналах 33 , которые образованы между блоками, как лучше всего видно на фиг. 1.
Таким образом, верхний элемент 64 содержит верхний и нижний L-образные участки 66 и 67 профиля соответственно, направленные в противоположные стороны и соединенные вертикальным участком 61 . Аналогичным образом, нижний элемент рамы 62 содержит два L-образных профиля 63 и 68 , соединенных вертикальной секцией 69 . Основной слой 20 длиной L размещается между горизонтальными секциями секций 66 и 63 , а блоки 32 слоя 30 длиной Li вставляются между L-образными секциями 67 7 и 80986 8 и расположены между отверстиями 65 a и 65 b для обеспечения отверстий в каналах 33 , которые образованы между блоками, как лучше всего видно на фиг. 1.
Общая комбинированная толщина T панели 10 предпочтительно находится в диапазоне от 120 до 300 мм, где средний слой 20 имеет толщину около 80-140 мм, внутренний изоляционный слой 30 составляет около 40-100 мм. толщиной, внутренний лист 50 имеет толщину около 9-32 мм, а внешний лист имеет толщину около 7,5-20 мм. Вертикальные размеры панели 10 , L и Li соответствуют наружной и внутренней высотам здания соответственно и определяются по строительному плану. Предпочтительно L находится в диапазоне от 3 до 4 м, а Li на 20-60 см короче. Горизонтальный размер панели 10 может иметь длину до 15 м, а это означает, что для некоторых зданий, в зависимости от размера здания, полная стена может быть собрана как единое целое, имеющее непрерывные гладкие плоские поверхности. Следует понимать, что возможность изготовления очень большой многослойной стеновой панели значительно снижает объем монтажных работ и стоимость. Следует также понимать, что, поскольку для соединения нескольких слоев друг с другом или для соединения смежных частей одного и того же слоя с целью образования более крупного компонента не требуются механические крепежные детали, структурная целостность и стабильность панели, а также плоскостность поверхности и гладкость значительно улучшены по сравнению с панелями предшествующего уровня техники.
толщиной, внутренний лист 50 имеет толщину около 9-32 мм, а внешний лист имеет толщину около 7,5-20 мм. Вертикальные размеры панели 10 , L и Li соответствуют наружной и внутренней высотам здания соответственно и определяются по строительному плану. Предпочтительно L находится в диапазоне от 3 до 4 м, а Li на 20-60 см короче. Горизонтальный размер панели 10 может иметь длину до 15 м, а это означает, что для некоторых зданий, в зависимости от размера здания, полная стена может быть собрана как единое целое, имеющее непрерывные гладкие плоские поверхности. Следует понимать, что возможность изготовления очень большой многослойной стеновой панели значительно снижает объем монтажных работ и стоимость. Следует также понимать, что, поскольку для соединения нескольких слоев друг с другом или для соединения смежных частей одного и того же слоя с целью образования более крупного компонента не требуются механические крепежные детали, структурная целостность и стабильность панели, а также плоскостность поверхности и гладкость значительно улучшены по сравнению с панелями предшествующего уровня техники. Кроме того, уникальная многослойная структура панели 10 обеспечивает высокий уровень тепло- и звукоизоляции, пароизоляционные свойства, простоту прокладки инженерных коммуникаций и повышенную гибкость при адаптации стеновых панелей к конкретным строительным требованиям.
Кроме того, уникальная многослойная структура панели 10 обеспечивает высокий уровень тепло- и звукоизоляции, пароизоляционные свойства, простоту прокладки инженерных коммуникаций и повышенную гибкость при адаптации стеновых панелей к конкретным строительным требованиям.
На фиг. 7 изображен вертикальный разрез здания со стенами из панелей 10 , показывающий панель 10 , соединенную с полом 80 и крышей 90 . Как видно нижний профиль 62 панели 10 приваривается к раме фундамента 82 , которая также поддерживает балки жесткости пола 84 . Верхним концом панель 10 приварена к усиливающим балкам крыши 92 . Коммунальная линия, обозначенная 70 , проходящая через канал 33 слоя 30 , может соединяться с центральной инженерной магистралью 71 , которая проходит под полом 86 через проем 65 в 9 b 60 и/или к инженерным коммуникациям 72 над потолком 96 через отверстие 65 a. Коммунальная линия 70 может быть электропроводкой, водопроводной или отопительной трубой, линией связи, такой как оптоволокно или телефонная линия и т. д. Следует понимать, что панельная конструкция позволяет легко прокладывать такие инженерные линии для быть соединены с центральными коммуникационными узлами под полом или над потолком, обеспечивая сборные инфраструктурные каналы с относительно высокой плотностью. Слой 30 дополнительно облегчает прокладку инженерных сетей и их отделение друг от друга.
Коммунальная линия 70 может быть электропроводкой, водопроводной или отопительной трубой, линией связи, такой как оптоволокно или телефонная линия и т. д. Следует понимать, что панельная конструкция позволяет легко прокладывать такие инженерные линии для быть соединены с центральными коммуникационными узлами под полом или над потолком, обеспечивая сборные инфраструктурные каналы с относительно высокой плотностью. Слой 30 дополнительно облегчает прокладку инженерных сетей и их отделение друг от друга.
Альтернативный вариант панели 10 , обычно обозначаемой 110 , показан на ФИГ. 8-10. В соответствии с этим вариантом осуществления изолирующий монтажный слой 30 панели 10 заменен слоем 130 . Слой 130 состоит из твердого тела 131 из изоляционного материала, снабженного множеством предварительно изготовленных служебных каналов 9.0986 132 , которые проходят по всей длине корпуса 131 между верхним и нижним краями, проходя между верхними отверстиями 135 и нижними отверстиями (не показаны). Слой 130 предпочтительно из пенополистирола. Каналы 132 предпочтительно имеют овальное сечение и расположены ближе к внутренней поверхности слоя 130 . Другие слои панели 110 аналогичны слоям 20 , 40 и 50 , описанным выше в связи с фиг. 1-6. Однако в соответствии с этим вариантом осуществления верхний и нижний элементы 9 рамы0986 164 и 162 имеют более простую форму, чем элементы каркаса 62 и 64 панели 10 , и не имеют отверстий. Ссылаясь на фиг. 10, в отличие от элементов рамы 62 и 64 , элементы рамы 162 и 164 заканчиваются по направлению к внутренней поверхности панели с горизонтальными секциями 161 и 163 соответственно и не содержат вертикальной секции. . Разделы 161 и 163 доходят до отверстий 135 в слое 130 , чтобы не закрывать отверстия. Понятно, что, поскольку слой 130 состоит из одной цельной детали, нет необходимости в дополнительных вертикальных элементах в рамах 162 и 164 .
Слой 130 предпочтительно из пенополистирола. Каналы 132 предпочтительно имеют овальное сечение и расположены ближе к внутренней поверхности слоя 130 . Другие слои панели 110 аналогичны слоям 20 , 40 и 50 , описанным выше в связи с фиг. 1-6. Однако в соответствии с этим вариантом осуществления верхний и нижний элементы 9 рамы0986 164 и 162 имеют более простую форму, чем элементы каркаса 62 и 64 панели 10 , и не имеют отверстий. Ссылаясь на фиг. 10, в отличие от элементов рамы 62 и 64 , элементы рамы 162 и 164 заканчиваются по направлению к внутренней поверхности панели с горизонтальными секциями 161 и 163 соответственно и не содержат вертикальной секции. . Разделы 161 и 163 доходят до отверстий 135 в слое 130 , чтобы не закрывать отверстия. Понятно, что, поскольку слой 130 состоит из одной цельной детали, нет необходимости в дополнительных вертикальных элементах в рамах 162 и 164 .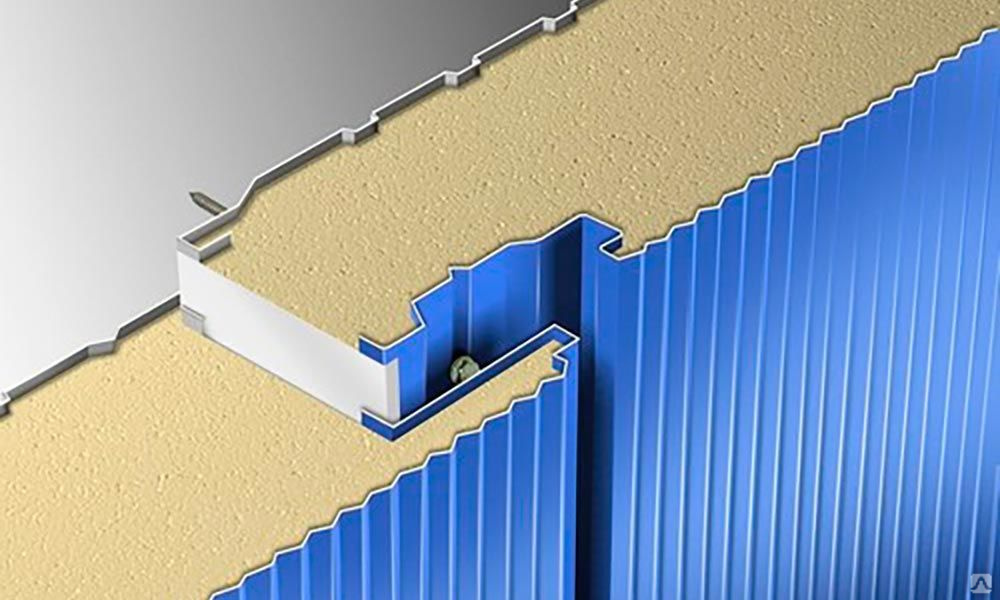 Преимущество варианта 110 заключается в сокращении времени сборки панели по сравнению с панелью 10 , поскольку слой 130 размещается как единое целое вместо размещения множества отдельных блоков. Слой 130 также имеет преимущество в виде сплошных и больших контактных поверхностей с прилегающим слоем, что повышает структурную устойчивость панели. Кроме того, в соответствии со структурой панели 110 , лист 50 опирается только на слой 30 и не соприкасается с металлическим каркасом 60 , так что между внешним и внутренним листами отсутствует металлическая непрерывность. 40 и 50 . Это предотвращает любую теплопроводность между внутренней и внешней сторонами и обеспечивает более высокий уровень теплоизоляции.
Преимущество варианта 110 заключается в сокращении времени сборки панели по сравнению с панелью 10 , поскольку слой 130 размещается как единое целое вместо размещения множества отдельных блоков. Слой 130 также имеет преимущество в виде сплошных и больших контактных поверхностей с прилегающим слоем, что повышает структурную устойчивость панели. Кроме того, в соответствии со структурой панели 110 , лист 50 опирается только на слой 30 и не соприкасается с металлическим каркасом 60 , так что между внешним и внутренним листами отсутствует металлическая непрерывность. 40 и 50 . Это предотвращает любую теплопроводность между внутренней и внешней сторонами и обеспечивает более высокий уровень теплоизоляции.
Обратимся теперь к фиг. 11, настоящее изобретение обеспечивает новый способ изготовления многослойных строительных панелей путем формирования горизонтального пакета из нескольких слоев с промежуточными слоями клея между ними и воздействия на пакет давлением, тем самым скрепляя слои друг с другом за одну операцию. . Компрессия может быть применена либо механически с помощью компрессионной пластины, либо с помощью вакуумного устройства. В любом случае панели находятся под равномерным давлением. ФИГ. 11 демонстрирует процесс изготовления панели в соответствии с вариантом осуществления 9.0986 10 . Легко понять, что изготовление модифицированной панели, такой как панель 110 , выполняется аналогичным образом. В соответствии со способом изготовления панели согласно изобретению несколько слоев упорядоченно размещают горизонтально на рабочем столе 200 , содержащем горизонтальную рабочую плиту 205 , поддерживаемую ножками 204 . Слои укладывают один над другим, при этом еще свободная верхняя поверхность каждого слоя напыляется для покрытия слоем клея перед нанесением поверх него следующего слоя. Стальная рама, состоящая из двух трубчатых колонн и верхнего и нижнего элементов рамы, встраивается в панель на соответствующем этапе в соответствии со спецификой конструкции панели в руках.
. Компрессия может быть применена либо механически с помощью компрессионной пластины, либо с помощью вакуумного устройства. В любом случае панели находятся под равномерным давлением. ФИГ. 11 демонстрирует процесс изготовления панели в соответствии с вариантом осуществления 9.0986 10 . Легко понять, что изготовление модифицированной панели, такой как панель 110 , выполняется аналогичным образом. В соответствии со способом изготовления панели согласно изобретению несколько слоев упорядоченно размещают горизонтально на рабочем столе 200 , содержащем горизонтальную рабочую плиту 205 , поддерживаемую ножками 204 . Слои укладывают один над другим, при этом еще свободная верхняя поверхность каждого слоя напыляется для покрытия слоем клея перед нанесением поверх него следующего слоя. Стальная рама, состоящая из двух трубчатых колонн и верхнего и нижнего элементов рамы, встраивается в панель на соответствующем этапе в соответствии со спецификой конструкции панели в руках. Таким образом, ссылаясь на фиг. 11, демонстрирующий изготовление панели 9.0986 10 , первый слой, который укладывается на рабочую поверхность 205 , это внутренний лист 50 . На лист наносится клейкий слой и по его периметру устанавливается рамка 60 . Две вертикальные опорные балки 208 и 210 , выполненные в соответствии с размерами и верхним и нижним профилями многослойной панели, устанавливаются вдоль противоположных сторон стола 200 для поддержки панели в процессе изготовления и для облегчить выравнивание слоев. Лучи 208 и 210 предпочтительно съемно крепятся к пластине 205 , чтобы можно было выбирать балки в соответствии с имеющейся панелью. После того, как рама 60 надлежащим образом размещена на листе 50 , опирающемся на балки 208 и 210 , множество изоляционных блоков 32 размещается поверх листа 7 30 для формирования изоляционного слоя 8986 7 . Блоки 32 вставляются между секциями 68 и 67 рамы 60 , которые определяют правильное размещение и помогают выровнять блоки.
Таким образом, ссылаясь на фиг. 11, демонстрирующий изготовление панели 9.0986 10 , первый слой, который укладывается на рабочую поверхность 205 , это внутренний лист 50 . На лист наносится клейкий слой и по его периметру устанавливается рамка 60 . Две вертикальные опорные балки 208 и 210 , выполненные в соответствии с размерами и верхним и нижним профилями многослойной панели, устанавливаются вдоль противоположных сторон стола 200 для поддержки панели в процессе изготовления и для облегчить выравнивание слоев. Лучи 208 и 210 предпочтительно съемно крепятся к пластине 205 , чтобы можно было выбирать балки в соответствии с имеющейся панелью. После того, как рама 60 надлежащим образом размещена на листе 50 , опирающемся на балки 208 и 210 , множество изоляционных блоков 32 размещается поверх листа 7 30 для формирования изоляционного слоя 8986 7 . Блоки 32 вставляются между секциями 68 и 67 рамы 60 , которые определяют правильное размещение и помогают выровнять блоки.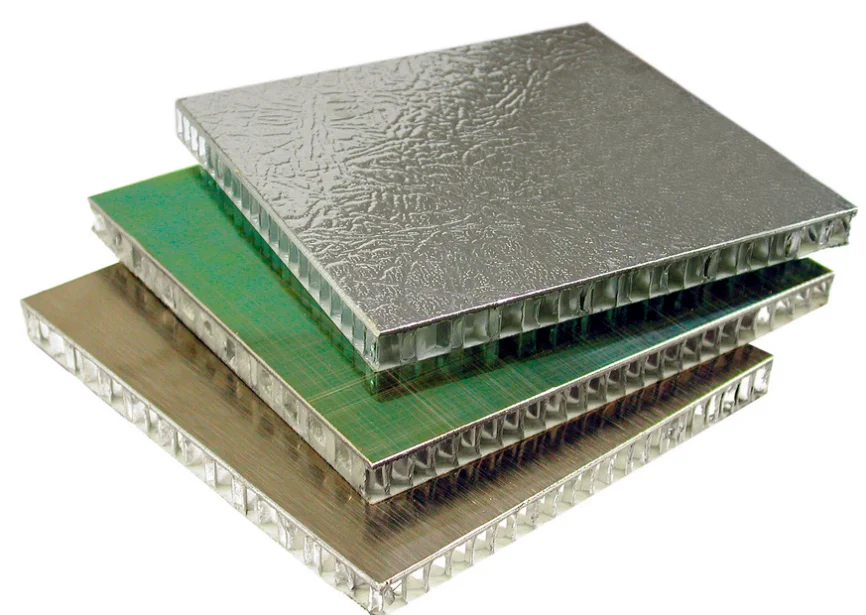 Затем на блоки 32 наносится клей, и средний слой 20 укладывается поверх слоя 30 и поверх секций 61 и 69 рамы 60 . Затем на верхнюю поверхность слоя 30 напыляется дополнительный слой клея, а внешний лист 40 помещается поверх слоя 20 9.0987 , поддерживаемый по периметру и совмещенный с внешней поверхностью рамы 60 . Затем к нескольким слоям равномерно прикладывают давление P до тех пор, пока клей не затвердеет для усиления связи между слоями, образуя один цельный элемент. Предпочтительно прилагаемое давление находится в диапазоне от 0,2 до 0,6 кг/см 2 . Легко понять, что панель конструкции 110 изготовлена аналогичным образом, за исключением монтажной рамы 160 на слой 9.0986 30 после того, как последний уже размещен над листом 50 . Также будет понятно, что слои 20 , 40 и 50 , а также слой 130 в случае варианта осуществления 110 могут состоять из одной части или могут состоять из нескольких частей, примыкающих друг к другу.
Затем на блоки 32 наносится клей, и средний слой 20 укладывается поверх слоя 30 и поверх секций 61 и 69 рамы 60 . Затем на верхнюю поверхность слоя 30 напыляется дополнительный слой клея, а внешний лист 40 помещается поверх слоя 20 9.0987 , поддерживаемый по периметру и совмещенный с внешней поверхностью рамы 60 . Затем к нескольким слоям равномерно прикладывают давление P до тех пор, пока клей не затвердеет для усиления связи между слоями, образуя один цельный элемент. Предпочтительно прилагаемое давление находится в диапазоне от 0,2 до 0,6 кг/см 2 . Легко понять, что панель конструкции 110 изготовлена аналогичным образом, за исключением монтажной рамы 160 на слой 9.0986 30 после того, как последний уже размещен над листом 50 . Также будет понятно, что слои 20 , 40 и 50 , а также слой 130 в случае варианта осуществления 110 могут состоять из одной части или могут состоять из нескольких частей, примыкающих друг к другу. другие для формирования сплошного слоя при размещении над столом 200 . Следует понимать, что размеры таких частей в основном определяются доступностью на рынке. Клей, используемый для соединения слоев друг с другом, предпочтительно представляет собой распыляемый однокомпонентный или двухкомпонентный полиуретановый клей, такой как полиуретановые клеи, распространяемые Sika AG.
другие для формирования сплошного слоя при размещении над столом 200 . Следует понимать, что размеры таких частей в основном определяются доступностью на рынке. Клей, используемый для соединения слоев друг с другом, предпочтительно представляет собой распыляемый однокомпонентный или двухкомпонентный полиуретановый клей, такой как полиуретановые клеи, распространяемые Sika AG.
Как упоминалось выше, давление P может создаваться с помощью сжимающей пластины 125 , прижатой сверху, как показано на РИС. 11, или альтернативно может применяться с помощью вакуумного коллектора (не показан), соединенного со столом 200 . В последнем случае вакуумный коллектор может быть соединен с периферийными каналами, которые окружают пластину , 205, и открываются внутрь. Затем используется гибкая воздухонепроницаемая крышка для полного покрытия стола, включая каналы стола и предварительно собранные слои, уложенные на стол, воздухонепроницаемым образом. Когда вакуумный коллектор активируется, крышка откачивается, создавая давление ниже атмосферного под крышкой, чтобы оказывать равномерное давление на предварительно собранную панель.
Следует понимать, что способ изобретения обеспечивает повышенную гибкость при проектировании стеновой панели с точки зрения размеров панели и конкретной конструкции панели, чтобы адаптировать ее к конкретным требованиям в зависимости от местоположения здания и местоположения объекта. конкретная панель по отношению к зданию. Кроме того, будет понятно, что тот факт, что во время сборки слои панели располагаются горизонтально один за другим, упрощает выбор различных материалов для конкретных зон внутри одной панели, чтобы оптимизировать функциональность панели. Например, если заранее известно, где будут установлены шкафы, изоляционный материал внутреннего изоляционного слоя 30 (или 130 ) в известных местах могут быть специально выбраны в качестве деревянных блоков вместо пенополистирола для повышения прочности соединения между шкафом и стеной. Кроме того, продевание инженерных коммуникаций может выполняться, когда панель все еще находится в горизонтальном положении или даже до завершения процесса сборки.
РИС. 13 показана стеновая панель, снабженная предварительно изготовленным отверстием, приспособленным для приема оконной рамы. Панель 310 представляет собой композитную панель, имеющую практически такую же многослойную структуру, что и панель 9.0986 10 или панель 110 , описанная выше. Части сердцевинного слоя 20 и изолирующего слоя 30 (или 130 ) вырезаются для образования отверстия 350 . К металлической раме 360 добавлены две вертикальные металлические стойки 328 по всей длине панели для усиления панели вокруг проема. Будет понятно, что части слоев 20 и 30 фактически не нужно вырезать, а вместо этого части слоев соответствующего размера могут быть размещены выше и ниже отверстия во время изготовления. Оконная рама 352 уже встроен в панель. Для защиты рамы 352 во время транспортировки внутренние и внешние листы 50 и 40 полностью закрывают панель в собранном виде. После установки панелей на строительной площадке вырезаются части 41 и 51 (показаны пунктирными линиями на фиг. 13В), чтобы открыть проем и установить окно на оконную раму 352 . Легко понять, что конкретный размер и расположение оконного проема могут варьироваться и что дверной проем может быть аналогичным образом предварительно подготовлен.
После установки панелей на строительной площадке вырезаются части 41 и 51 (показаны пунктирными линиями на фиг. 13В), чтобы открыть проем и установить окно на оконную раму 352 . Легко понять, что конкретный размер и расположение оконного проема могут варьироваться и что дверной проем может быть аналогичным образом предварительно подготовлен.
РИС. 13А и 13В представляют собой горизонтальные разрезы стены и угла стены соответственно здания, сделанного из панелей согласно изобретению, показывающие стыки между панелями. Panels 10 a and 110 b and 110 b are joined to each other by welding tubular members 25 a and 25 b of adjacent panels either in a parallel для формирования сплошной стены или перпендикулярно для формирования угла. Во время изготовления основной слой 20 вблизи трубчатых элементов 25 , а также самих элементов 25 остается открытым, а именно не закрывается другими слоями, чтобы обеспечить доступ сварочного аппарата к элементам 25 во время сварное соединение.