Водопропускные системы -звенья -портальные стенки -блоки лекальные
- Водопропускные системы
Cистемы пропуска воды, сооружаются под автомобильными дорогами и железнодорожным полотном, в местах, где дорога пересекается с водоёмами естественного или искусственного происхождения.
Оптимальная толщина засыпного слоя грунта должна быть не меньше 50 см, но и при обратной засыпке толщиной до 2-х и более метров, система водопропуска не теряет эксплуатационные характеристики пропускной способности и не образовывает наледи на дорожном полотне. Водопропускные системы из железобетонных звеньев имеют ряд преимуществ:
Элементы водопропускной системысравнительно низкие материальные затраты на составляющие элементы системы
трубная конструкция не оказывает разрушающего влияния на целостность земляного грунта
Для строительства водопропускных систем применяются различные строительные материалы. Одним из основных, применяемым при строительстве водопропускных систем, сборные элементы ЖБИ. Железобетонные изделия от заводов-производителей — залог долговременной, надежной эксплуатации водопропускной системы. ЖБИ отличаются прочностью и стойкостью к сейсмическому воздействию, устойчивостью к движению грунта, статическим и физическим нагрузкам. Ниже, перечислим элементы водопропускной системы:
Одним из основных, применяемым при строительстве водопропускных систем, сборные элементы ЖБИ. Железобетонные изделия от заводов-производителей — залог долговременной, надежной эксплуатации водопропускной системы. ЖБИ отличаются прочностью и стойкостью к сейсмическому воздействию, устойчивостью к движению грунта, статическим и физическим нагрузкам. Ниже, перечислим элементы водопропускной системы:
- Звенья круглых труб, имеют фальцевое соединение между собой.
- Лекальные блоки, служат опорой для звеньев труб
- Портальные стенки
- Откосные стенки, для укрепления автодорожных откосов
Из основных этапов монтажа, можно выделить следующие:
- разработка грунта в котловане
- устройство фундамента и подушки
- монтаж и укладка труб
- обустройство дорожной насыпи
Разработка котлована производится до проектной глубины, исходя из расчётов нагрузок и насыпного слоя обратной засыпки.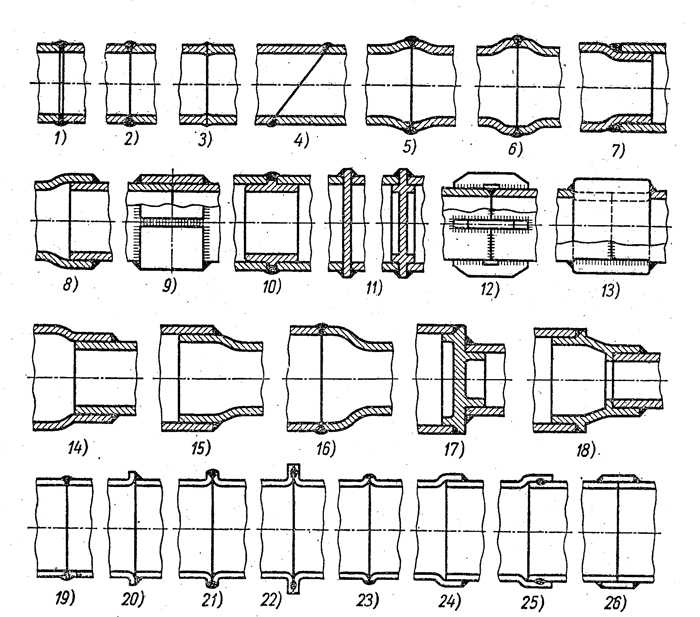 Так как практически всегда водовод строится на влажных и заболоченных почвах, предварительно разрабатывается система дренажа, отвода излишней влаги из котлована. На дно котлована , под установку лекальных блоков, выполняется песчано-гравийная подсыпка с уплотнением. Трубы монтируются на всю ширину дорожного, стыкуются с помощью фальцевого соединения, с дальнейшей обработкой стыковочных швов с помощью цементно — песчаного раствора.
Так как практически всегда водовод строится на влажных и заболоченных почвах, предварительно разрабатывается система дренажа, отвода излишней влаги из котлована. На дно котлована , под установку лекальных блоков, выполняется песчано-гравийная подсыпка с уплотнением. Трубы монтируются на всю ширину дорожного, стыкуются с помощью фальцевого соединения, с дальнейшей обработкой стыковочных швов с помощью цементно — песчаного раствора.
Наши консультанты всегда готовы помочь по подбору и покупке элементов водопропускной системы, звеньев труб ЗК, портальных и откосных стенок, лекальных блоков БЛ, сориентировать по цене, наличию, размерам и сроках поставки железобетонных изделий.
Для удобства заказчика мы осуществляем доставку на объекты Москвы и Московской области, открытыми бортовыми машинами от 1,5 до 22 тонн.
Купить звенья труб ЗК, лекальные блоки БЛ, портальные и откосные стенки, уточнить цены, размеры и наличие готовой продукции, вы можете в офисе продаж, а так же по телефону.
Наш сайт носит информационный характер. Указанная на сайте информация не является публичной офертой (ст.435 ГК РФ).
‘; html += ‘
‘ + json[i][‘label’] + ‘
‘; html += ‘
‘ + json[i][‘special’] + ‘
‘; if(json[i][‘special’]){ html += ‘
‘ + json[i][‘price’] + ‘
Изготовление фальцевых соединений
Категория: Вентиляционные работы
При изготовлении воздуховодов и их деталей из металлических листов толщиной до 1,5 мм наиболее распространенным способом соединения до настоящего времени остается фальце-вый шов, хотя по мере совершенствования способов сварки тонколистового металла область применения фальцевых соединений будет, по-видимому, постепенно суживаться.
В свое время при ручном изготовлении воздуховодов широко применялся двойной фальц, обеспечивающий более высокую плотность соединения по сравнению с одинарным. После механизации большинства операций по изготовлению фальцев и благодаря использованию отсечки, препятствующей смещению частей замка по отношению друг к другу, двойной фальц стали применять крайне редко. Одновременно вышли из употребления фальцевые замки в конструкциях поперечных соединений звеньев воздуховодов между собой, которые были заменены простой отбортовкой края звена на зеркало фланца из угловой или полосовой стали. Наряду с этим появились фальцевые соединения: угловые фальцы с отсечкой, угловые фальцы с просечными защелками и соединительные рейки, широко используемые при изготовлении фасонных частей воздуховодов.
После механизации большинства операций по изготовлению фальцев и благодаря использованию отсечки, препятствующей смещению частей замка по отношению друг к другу, двойной фальц стали применять крайне редко. Одновременно вышли из употребления фальцевые замки в конструкциях поперечных соединений звеньев воздуховодов между собой, которые были заменены простой отбортовкой края звена на зеркало фланца из угловой или полосовой стали. Наряду с этим появились фальцевые соединения: угловые фальцы с отсечкой, угловые фальцы с просечными защелками и соединительные рейки, широко используемые при изготовлении фасонных частей воздуховодов.
Таким образом, из числа фальцевых соединений металлических листов наиболее распространенными являются продольные соединения в виде одинарного лежачего фальца с двойной отсечкой и угловые фальцы с отсечкой или просечными защелками. Эти соединения при тщательном выполнении отвечают основному требованию — высокой плотности соединения, не допускающей утечек или подсосов воздуха в вентиляционных системах.
Фальцевые соединения вручную изготовляют на деревянных верстаках, в длинный край которых врезается впотай полоса равнобокого уголка 50X6 мм. Первая операция при изготовлении продольного фальца — прочерчивание на листе чертилкой линии отгиба борта, которая должна совпадать с вертикальной плоскостью уголка, врезанного в верстак. Совмещение линии отгиба с краем верстака фиксируется на концах листов ударами кровельного молотка массой 0,4—1,2 кг, в результате чего лист по концам отгибается вниз. Затем ударами деревянной киянки, изготовленной из твердых пород дерева, отгибается весь борт по прочерченной линии.
Рис. 1. Основные типы фальцевых соединений, изготовляемых вручную
Рис. 2. Примеры фальцевых соединений, изготовляемых с помощью механизмов
а —угловой фальц с отсечкой; б — угловой фальц с просечными защелками; в — соединительная рейка
Рис. 3. Изготовление лежачих фальцев вручную (последовательность операций)
3. Изготовление лежачих фальцев вручную (последовательность операций)
Последовательность операций изготовления лежачего фальцевого соединения показана на рис. 3. Как видно из рисунка, на первом листе металла элементы замка одинарного фальца выполняются за четыре операции, а двойного фальца — за восемь операций. Соединение двух малых бортов в одинарный фальц и большого борта с малым в двойной фальц называют обжимкой или осадкой фальца. Оно выполняется за три операции, причем в десятой и одиннадцатой операциях с двух сторон фальцевого соединения образуются отсечки. Возможна осадка фальца и с помощью специальной оправки. Изготовление поперечных фальцевых соединений на плоских поверхностях вручную ничем не отличается от продольных соединений.
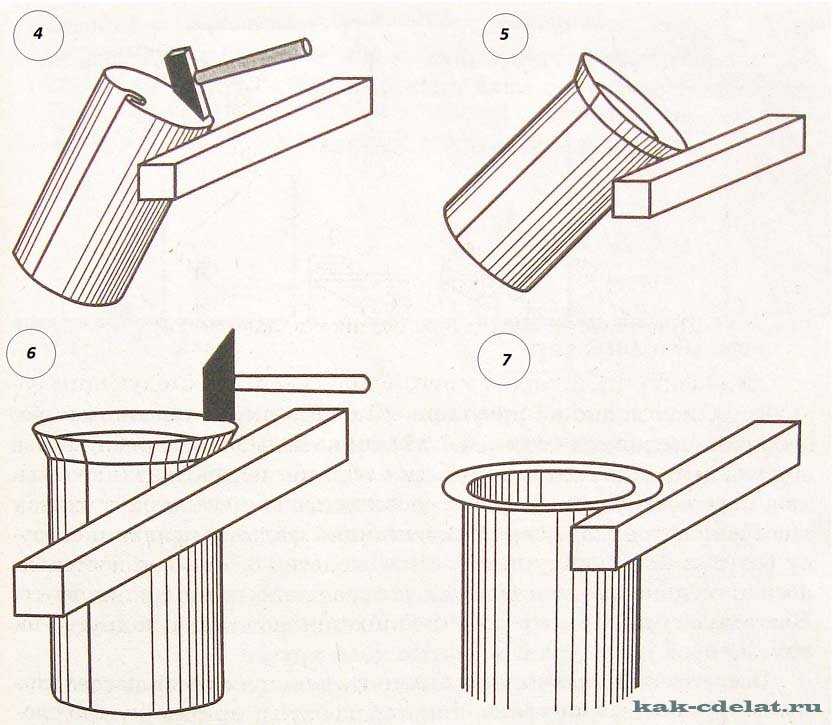
Более сложно образовать поперечное фальцевое соединение по краю цилиндрической поверхности. Для придания такому соединению повышенной жесткости фальц предпочитают делать стоячим, хотя он и менее герметичен, чем лежачий. Последовательность операций изготовления поперечного фальцевого соединения на цилиндрической поверхности показана на рис.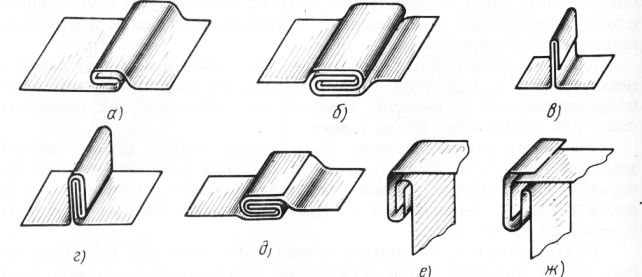
Рис. 4. Изготовление одинарного поперечного фальца на цилиндрической поверхности вручную (последовательность операций)
I — образование воронки; II — отгиб борта; III — образование стакана; IV — обжимка большого борта вокруг малого; 1 — брусок; 2 — линия перегиба; 3 — фальц; 4 — стакан; 5 — малый борт; 6 — большой борт
Рис.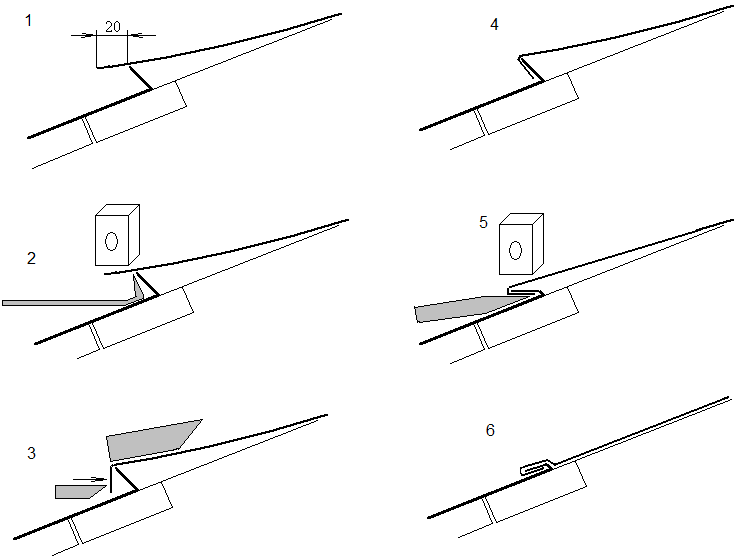
Механизированное изготовление фальцевых соединений металлических листов возможно двумя способами: образованием элементов фальцевого замка под давлением с помощью пресса и специальных штампов или прокаткой этих элементов на специальных механизмах. В монтажных организациях СССР применяется только второй способ образования фальцев разных форм, для чего созданы специальные фальцепрокатные и отбортовочные механизмы. Их устройство и принцип действия описаны в специальном курсе «Станки и механизмы для производства санитарно-технических и вентиляционных работ».
Элементы фальцевого замка на фальцепрокатных механизмах образуются путем протяжки металлического листа между несколькими парами роликов, которые отгибают кромку листа, последовательно придавая ей необходимую форму. Благодаря этому деформация (вытяжка) листового металла происходит без разрывов и трещин, несмотря на весьма значительные по сравнению с ручным способом силы, действующие на него. При этом скорость выполнения операций просто несравнима и на современных механизмах достигает 10 м фальца в 1 мин.
При этом скорость выполнения операций просто несравнима и на современных механизмах достигает 10 м фальца в 1 мин.
На рис. 5 показана последовательность образования лежачего и углового фальцев для соединения с просечной защелкой и рейки на механизме СТД-16 — последней модели отечественных фальцепрокатных механизмов.
Этот механизм комплектуется следующими сменными рабочими роликами:
1) для образования лежачего фальца с двойной отсечкой;
2) для одновременного образования элементов лежачего фальца на обеих кромках воздуховода круглого сечения;
3) для образования углового фальца;
4) для изготовления реек.
В отличие от ручного способа, при механизированном изготовлении размеры элементов фальцевых швов строго регламентированы для каждой толщины металлического листа, как показано на профилях углового фальца с отсечкой и соединительной рейки на рис. 7.
Рис. 7. Односторонняя зиг-машина ВМС-76
Порядок работы на механизме СТД-16 следующий. Устанавливают профилирующие ролики в соответствии с необходимой формой фальца или рейки, регулируют положение роликов в зависимости от толщины обрабатываемого листа (путем регулирования усилия пакетов тарельчатых пружин) и включают электродвигатель. При прокатке лежачего фальца на обечайке воздуховода обе ее кромки заводят одновременно в обе группы профилирующих роликов. При прокатке углового фальца или рейки лист подается с одной стороны механизма. По окончании прокатки выключают электродвигатель и снимают обработанную деталь. На рис. 1V.6 показан один из моментов работы на фаль-цепрокатном механизме.
Устанавливают профилирующие ролики в соответствии с необходимой формой фальца или рейки, регулируют положение роликов в зависимости от толщины обрабатываемого листа (путем регулирования усилия пакетов тарельчатых пружин) и включают электродвигатель. При прокатке лежачего фальца на обечайке воздуховода обе ее кромки заводят одновременно в обе группы профилирующих роликов. При прокатке углового фальца или рейки лист подается с одной стороны механизма. По окончании прокатки выключают электродвигатель и снимают обработанную деталь. На рис. 1V.6 показан один из моментов работы на фаль-цепрокатном механизме.
При образовании фальцев наиболее массовой является первая операция — отгиб борта. Все фальцепрокатные механизмы выполняют эту операцию только по прямой линии, поэтому-для отгиба борта на деталях криволинейной формы (для поперечных фальцевых и реечных соединений) созданы механизмы ВМС-53 и СТД-13, отличающиеся тем, что механизм СТД-13 оснащен дополнительным узлом для образования углового фаль-цевого соединения с защелкой на отводах прямоугольного сечения.
Наиболее универсальными являются приводные зиг-машины, позволяющие механизировать процесс образования поперечного фальцевого соединения на деталях воздуховодов круглого сечения, а также применяемые для образования зигов, раструбов, гофров и отгиба бортов. Кроме того, мощность приводных зиг-машин позволяет выполнять поперечное соединение элементов воздуховодов, офланцовку звеньев воздуховодов и другие операции на концах патрубков воздуховодов. Однако для выполнения каждой из перечисленных разнообразных операций требуется смена рабочих органов зиг-машины — роликов соответствующего профиля. При массовом поточном производстве деталей воздуховодов частая смена рабочих органов машины неприемлема, а использование универсальной машины в технологическом потоке для одной операции неэкономично. Этим и объясняется относительно небольшое применение зиг-машин в современных крупных заготовительных предприятиях. Кроме того, по характеру технологических операций, выполняемых зиг-маши-нами, для них требуются, как правило, специальные устройства для поддержания обрабатываемой на зиг-машине детали с противоположного конца.
Рис. 6. Прокатка фальца на обечайке воздуховода на фальцепрокат-иом механизме ФП-3
Наиболее совершенными являются отечественные зиг-машины универсального типа ВМС-76 или ВМС-77. В отличие от ВМС-76, зиг-машина ВМС-77 имеет второй хобот, который крепится к тому же корпусу взамен снятого кожуха. Оба хобота механизма ВМС-77 взаимозаменяемы.
Следует помнить, что по условиям техники безопасности на зиг-машинах не разрешается работать одновременно с двух сторон механизма. Для фальцепрокатных механизмов важнейшее требование техники безопасности — не касаться руками вращающихся частей механизма, не допускать захвата руками прокатываемой заготовки на расстоянии менее 200 мм от первой пары роликов и работать обязательно в рукавицах.
Вентиляционные работы — Изготовление фальцевых соединений
Разница между бесшовной и шовной трубой
С технологической точки зрения бесшовные стальные трубы формируются путем однократной прокатки, нагревания круглой стали, прокалывания, горячей прокатки, калибровки и правки.
Шовные стальные трубы также называют сварными стальными трубами . Их сваривают путем деформации изгибом стальных пластин или стальных полос. Существуют прямошовные трубы и спиральношовные трубы (спиральношовные трубы, как правило, большого диаметра).
Шовные стальные трубы и бесшовные стальные трубы классифицируются по способу производства стальных труб.
1. По способу производства бесшовные стальные трубы можно разделить на: горячекатаные бесшовные трубы, холоднотянутые трубы, прецизионные стальные трубы, горячедеформированные трубы, трубы холодного прядения и экструдированные трубы. Трубы стальные бесшовные изготавливаются из высококачественной углеродистой или легированной стали, и делятся на горячекатаные и холоднокатаные (тянутые).
2. Сварные стальные трубы (шовные стальные трубы) делятся на трубы, сваренные в печи, трубы, сваренные сопротивлением (сварка сопротивлением), и трубы, сваренные автоматической дуговой сваркой, из-за различных процессов сварки. Из-за различных методов сварки они делятся на два типа: прямошовные трубы и спиральношовные трубы. Форма конца делится на круглую сварную трубу и сварную трубу специальной формы (квадратную, плоскую и т. д.). Сварные стальные трубы сваривают стыковыми швами или спиральными швами стальных листов, свернутых в трубчатую форму. По способу изготовления они подразделяются на стальные сварные трубы для транспортировки жидкости под низким давлением, стальные электросварные трубы со спиральным швом, стальные трубы с прямой сваркой в рулонах и электросварные трубы. Бесшовные стальные трубы могут использоваться в качестве труб для напорных жидкостей и газовых труб в различных отраслях промышленности. Сварные трубопроводы могут применяться для водопроводов, газопроводов, теплопроводов, электропроводов и т.д.
Из-за различных методов сварки они делятся на два типа: прямошовные трубы и спиральношовные трубы. Форма конца делится на круглую сварную трубу и сварную трубу специальной формы (квадратную, плоскую и т. д.). Сварные стальные трубы сваривают стыковыми швами или спиральными швами стальных листов, свернутых в трубчатую форму. По способу изготовления они подразделяются на стальные сварные трубы для транспортировки жидкости под низким давлением, стальные электросварные трубы со спиральным швом, стальные трубы с прямой сваркой в рулонах и электросварные трубы. Бесшовные стальные трубы могут использоваться в качестве труб для напорных жидкостей и газовых труб в различных отраслях промышленности. Сварные трубопроводы могут применяться для водопроводов, газопроводов, теплопроводов, электропроводов и т.д.
(1) шовная труба
Заготовка, используемая для сварки стальных труб, представляет собой стальной лист или полосовую сталь, которая делится на трубы для печной сварки, трубы для электросварки (сварка сопротивлением) и трубы для автоматической дуговой сварки из-за различных процессов сварки. Из-за различных форм сварки в прямошовную сварную трубу и спиральношовную трубу два. По форме конца трубы делятся на круглые сварные трубы и специальные (квадратные, плоские и т.д.) сварные трубы. Сварные трубы делятся на следующие разновидности из-за их различных материалов и использования:
Из-за различных форм сварки в прямошовную сварную трубу и спиральношовную трубу два. По форме конца трубы делятся на круглые сварные трубы и специальные (квадратные, плоские и т.д.) сварные трубы. Сварные трубы делятся на следующие разновидности из-за их различных материалов и использования:
✤ GB/T3091-1993 (оцинкованная сварная стальная труба для подачи жидкости под низким давлением). В основном используется для транспортировки воды, газа, воздуха, масла и нагрева горячей воды или пара и другой жидкости общего низкого давления и других целей трубы. Его типичным материалом является сталь Q235A.
✤GB/T3092-1993 (оцинкованная сварная стальная труба для подачи жидкости под низким давлением). Он в основном используется для транспортировки воды, газа, воздуха, масла и воды для отопления или пара и других жидкостей под низким давлением и других целей. Типичный материал: сталь Q235A.
✤GB/T14291-1992 (Сварные стальные трубы для транспортировки жидкости в шахтах). Он в основном используется для сварки стальных труб с прямым швом для давления воздуха в шахте, дренажа и сброса шахтного газа.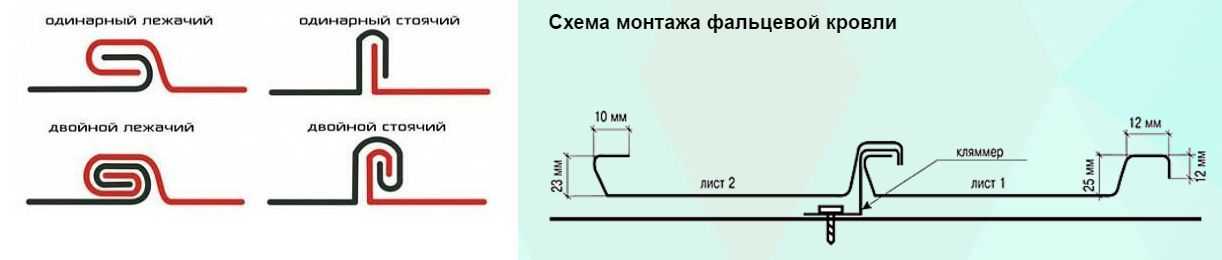 Его представительный материал Q235A, B — сталь марки.
Его представительный материал Q235A, B — сталь марки.
✤GB /T14980-1994 (сварная стальная труба большого диаметра для подачи жидкости под низким давлением) В основном используется для транспортировки воды, сточных вод, газа, воздуха, пара для обогрева и другой жидкости под низким давлением и других целей. Его типичным материалом является сталь Q235A.
✤GB/T12770-1991 (Трубы стальные сварные из нержавеющей стали для механических конструкций). В основном используется в машинном оборудовании, автомобилях, велосипедах, мебели, отделке отелей и ресторанов, а также в других механических и конструкционных деталях. Типичный материал 0Cr13, 1Cr17, 00Cr19Ni11, 1Cr18Ni9, 0Cr18Ni11Nb и т. д.
✤GB/T12771-1991 (Сварные трубы из нержавеющей стали для транспортировки жидкости). В основном используется для транспортировки агрессивных сред низкого давления. Типичными материалами являются 0Cr13, 0Cr19Ni9, 00Cr19Ni11, 00Cr17, 0Cr18Ni11Nb, 0017Cr17Ni14Mo2 и др.
(2) бесшовная стальная труба
Из-за различных технологий производства они делятся на горячекатаные (экструдированные) бесшовные стальные трубы и холоднотянутые (катаные) бесшовные стальные трубы. Холоднотянутые (катаные) трубы делятся на два типа: круглые трубы и трубы специального профиля.
Холоднотянутые (катаные) трубы делятся на два типа: круглые трубы и трубы специального профиля.
а. Горячая прокатка (прессованная бесшовная стальная труба): круглая трубная заготовка → нагрев → перфорация → трехвалковая диагональная прокатка, непрерывная прокатка или экструзия → зачистка трубы → проклейка (или обжатие) → охлаждение → заготовка → правка → гидростатическое испытание (или дефектоскопия) → маркировка → хранение.
Холодная волочение (катаная) бесшовная стальная труба: заготовка круглой трубы → нагрев → перфорация → высадка → отжиг → травление → промасливание (меднение) → многопроходное холодное волочение (холодная прокатка) → пустая труба → термообработка → правка → гидростатическая испытание (дефектоскопия) → маркировка → хранение.
б. Бесшовные стальные трубы подразделяются на следующие разновидности в зависимости от их использования:
✤GB/T8162-1999 (бесшовные стальные трубы для конструкции). В основном используется в общей структуре и механической конструкции. Его типичный материал (номер марки): углеродистая сталь 20, сталь 45; Легированная сталь Q345, 20Cr, 40Cr, 20CrMo, 30-35CrMo, 42CrMo и др.
Его типичный материал (номер марки): углеродистая сталь 20, сталь 45; Легированная сталь Q345, 20Cr, 40Cr, 20CrMo, 30-35CrMo, 42CrMo и др.
✤GB/T8163-1999 (бесшовная стальная труба для подачи жидкости). Он в основном используется для транспортировки жидкостных трубопроводов на инженерном и крупногабаритном оборудовании. Репрезентативный материал (марка) 20, Q345 и т.д.
✤Gb3087-1999 (труба стальная бесшовная для котлов низкого и среднего давления). Он в основном используется для подачи потока низкого и среднего давления в промышленных котлах и бытовых котлах. Типичный материал – сталь 10, 20.
✤Gb5310-1995 (трубы стальные бесшовные для котлов высокого давления). Он в основном используется для транспортировки жидкости при высоких температурах и под высоким давлением, а также для трубопроводов на электростанциях и котлах атомных электростанций. Репрезентативным материалом является 20G, 12Cr1MoVG, 15CrMoG и т. д.
✤Gb5312-1999 (трубы стальные бесшовные из углеродистой и углеродисто-марганцовистой стали для морского применения). В основном используется для судовых котлов и пароперегревателей I, II класса напорной трубы. Репрезентативный материал для классов стали 360, 410, 460.
В основном используется для судовых котлов и пароперегревателей I, II класса напорной трубы. Репрезентативный материал для классов стали 360, 410, 460.
✤Gb1479-2000 (труба стальная бесшовная для оборудования для внесения удобрений высокого давления). Он в основном используется для транспортировки высокотемпературных и высоконапорных труб для жидкости на оборудовании для внесения химических удобрений. Репрезентативным материалом является 20, 16Mn, 12CrMo, 12Cr2Mo и т. д.
✤Gb9948-1988 (труба стальная бесшовная для крекинга нефти). Он в основном используется в котлах, теплообменниках и жидкостных трубопроводах нефтеперерабатывающих заводов. Его репрезентативным материалом является 20, 12CrMo, 1Cr5Mo, 1Cr19Ni11Nb и так далее.
✤Gb18248-2000 (труба стальная бесшовная для газовых баллонов). В основном используется для изготовления различных газовых и гидравлических цилиндров. Типичными материалами являются 37Mn, 34Mn2V, 35CrMo и т. д.
✤GB/T17396-1998 (горячекатаные бесшовные стальные трубы для гидравлических опор). В основном используется для изготовления гидравлических опор и цилиндров угольных шахт, колонн и других гидравлических цилиндров, колонн. Его представительным материалом является 20, 45, 27SiMn и так далее.
В основном используется для изготовления гидравлических опор и цилиндров угольных шахт, колонн и других гидравлических цилиндров, колонн. Его представительным материалом является 20, 45, 27SiMn и так далее.
✤Gb3093-1986 (труба стальная бесшовная высокого давления для дизельного двигателя). В основном используется для трубопроводов высокого давления системы впрыска дизельного топлива. Его стальная труба, как правило, холоднотянутая, типичный материал — 20А. GB / T3639-1983 (холоднотянутая или холоднокатаная прецизионная бесшовная стальная труба) В основном используется для механической конструкции, оборудования для прессования углерода, для получения высокой точности размеров, стальной трубы с хорошей отделкой поверхности. Типичный материал: сталь 20, 45 и т. д.
✤GB/T3094-1986 (холоднотянутая бесшовная стальная труба, стальная труба специальной формы). Он в основном используется для изготовления различных конструкционных деталей и деталей, а его материалом является высококачественная углеродистая конструкционная сталь и низколегированная конструкционная сталь.
✤GB/T8713-1988 (Стальные бесшовные трубы с прецизионным внутренним диаметром для гидравлических и пневматических труб) Холоднотянутые или холоднокатаные бесшовные стальные трубы с точным внутренним диаметром для гидравлических и пневматических цилиндров. Типичным материалом является сталь 20, 45 и т. д.
✤Gb13296-1991 (трубы бесшовные из нержавеющей стали для котлов и теплообменников). Он в основном используется в котлах, пароперегревателях, теплообменниках, конденсаторах и каталитических трубках химических предприятий. Стальная труба, устойчивая к высоким температурам, высокому давлению и коррозии. Типичным материалом является 0Cr18Ni9., 1Cr18Ni9Ti, 0Cr18Ni12Mo2Ti и так далее.
✤GB/T14975-1994 (труба бесшовная из нержавеющей стали для конструкции). В основном ИСПОЛЬЗУЕТСЯ ДЛЯ общей конструкции (гостиница, украшение ресторана) и механической конструкции химического предприятия с сопротивлением воздуху, кислотной коррозией и определенной прочностью стальной трубы. Его типичный материал для 0-3CR13, 0Cr18Ni9, 1Cr18Ni9Ti, 0Cr18Ni12Mo2Ti.
Его типичный материал для 0-3CR13, 0Cr18Ni9, 1Cr18Ni9Ti, 0Cr18Ni12Mo2Ti.
✤GB/T14976-1994 (бесшовная труба из нержавеющей стали для транспортировки жидкости). В основном используется для транспортировки агрессивных сред трубопроводов. Материал таблицы генерации для 0Cr13, 0Cr18Ni9, 1Х18Н9Т, 0Х17Н12Мо2, 0Х18Н12Мо2Т. YB/T5035-1993 (труба стальная бесшовная для автомобильной полувтулки). Он в основном используется для производства высококачественных горячекатаных бесшовных стальных труб из углеродистой конструкционной стали и легированной конструкционной стали для полувтулки автомобиля и трубы вала корпуса ведущего моста. Его характерными материалами являются 45, 45Mn2, 40Cr, 20CrNi3A и так далее.
✤API SPEC5CT-1999 (Спецификация обсадных труб и труб), разработана и опубликована Американским институтом нефти (API) для использования во всем мире. Среди них: обсадные: с поверхности земли в буровую скважину, в качестве футеровки трубы, соединение трубы через муфту. Основными материалами являются J55, N80, P110 и другие классы стали, а также стойкость к сероводородной коррозии C9. 0, Т95 и других классов стали. Его низкая марка стали (J55, N80) позволяет сваривать стальные трубы.
✤НКТ: труба, вводимая с поверхности земли в обсадную трубу до слоя нефти, и трубы соединяются муфтой или неразъемным соединением. Роль нефтеперекачивающей установки будет заключаться в доставке пласта нефти по трубопроводу на поверхность. Основной материал для J55, N80, P110 и устойчивой к сероводородной коррозии стали марки C90, T95. Его низкая марка стали (J55, N80) позволяет сваривать стальные трубы.
✤API SPEC 5L-2000 (Спецификация трубопровода), подготовленная и опубликованная Американским институтом нефти, используется во всем мире.
✤Труба трубопроводная: шахта из-под земли нефти, газа или воды, по трубопроводу поставляемая на предприятия нефтяной и газовой промышленности. Трубопроводная труба включает два вида бесшовных и сварных труб, конец трубы имеет плоский конец, конец с резьбой и конец с раструбом; Способ соединения: торцевая сварка, соединение с воротником, соединение в гнездо и так далее. Основной материал трубы – стали марок В, Х42, Х56, Х65, Х70 и других.
Основной материал трубы – стали марок В, Х42, Х56, Х65, Х70 и других.
Разница между бесшовной стальной трубой и стальной трубой со швом:
1. Различные материалы
① Сварная стальная труба: Сварная стальная труба относится к стальным трубам со швами на поверхности после сгибания и деформации стальных полос или стальных пластин в круглые или квадратные формы. Заготовки, используемые для сварных стальных труб, представляют собой стальные листы или полосовые стали.
②Бесшовная стальная труба: стальная труба, изготовленная из цельного куска металла без швов на поверхности.
2. Различные категории
① Сварные стальные трубы: в соответствии с различными методами сварки их можно разделить на трубы с дуговой сваркой, трубы с высокочастотной или низкочастотной контактной сваркой, трубы с газовой сваркой, трубы с печной сваркой, трубы Бонди и т. д. В зависимости от назначения они делятся в общую сварную трубу, оцинкованную сварную трубу, кислородную сварную трубу, проволочную обсадную трубу, метрическую сварную трубу, роликовую трубу, трубу глубинного насоса, автомобильную трубу, трансформаторную трубу, электросварную тонкостенную трубу, электросварную трубу специальной формы и спиральношовная труба.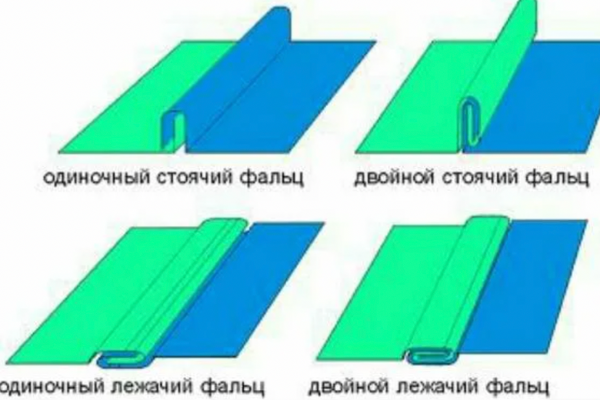
②Бесшовные стальные трубы: бесшовные трубы делятся на горячекатаные трубы, холоднокатаные трубы, холоднотянутые трубы, экструдированные трубы и верхние трубы. По форме поперечного сечения трубы стальные бесшовные делятся на два вида: круглые и профильные. Трубы специальной формы бывают квадратными, эллиптическими, треугольными, шестиугольными, дынеобразными, звездообразными и ребристыми. Максимальный диаметр 650 мм, а минимальный диаметр 0,3 мм. По различному назначению трубы бывают толстостенные и тонкостенные.
3. Различные варианты использования
① Сварные стальные трубы: могут использоваться в качестве труб для водяного газа и т. д., прямошовные трубы большого диаметра используются для транспортировки нефти и газа под высоким давлением и т. д.; Спирально-сварные трубы используются для транспортировки нефти и газа, трубных свай, опор мостов и т. д.
②Бесшовные стальные трубы: используются в качестве нефтяных геологических буровых труб, крекинговых труб для нефтехимической промышленности, котельных труб, подшипниковых труб и высокоточных конструкционных стальных труб для автомобилей, тракторов и авиации.
4. Различные цели:
①Бесшовные стальные трубы в основном используются в качестве трубопроводов или конструкционных частей для транспортировки жидкостей, в основном в машиностроении, в то время как шовные стальные трубы в основном используются в строительной отрасли, например, для воды, газа, сжатого воздуха и других жидкостей под низким давлением. Однако бесшовные стальные трубы используются для всех напорных трубопроводов. Цена бесшовных стальных труб выше, чем у стальных шовных.
②Шовные трубы обычно могут выдерживать максимальное рабочее давление менее 20 кг, что является безопасным диапазоном использования. Обычно он используется для жидкостей под низким давлением, таких как вода, газ и сжатый воздух.
Бесшовная стальная труба может выдерживать сверхвысокое давление, естественно, соответственно увеличивается толщина ее стенки, что необходимо проектировать в соответствии с требованиями к давлению. Обычно он используется для высокотемпературного оборудования и оборудования высокого давления, такого как масляные трубы высокого давления и котельные трубы.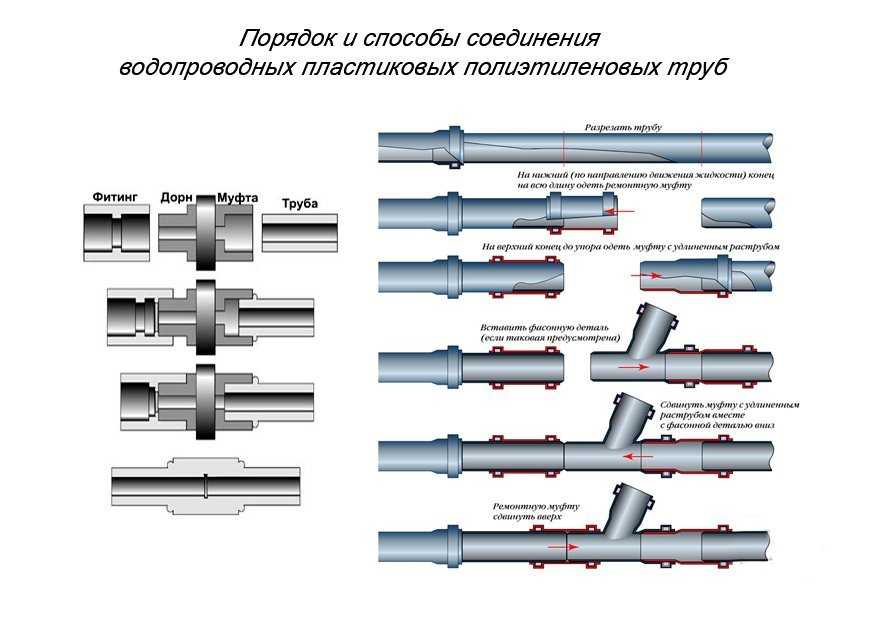 Существуют также бесшовные стальные трубы для конструкционного использования, в зависимости от требований к конструкции. В настоящее время существуют также бесшовные трубы со шовными стальными трубами, которые отжигаются до сварного шва, а остаточное напряжение сварного шва создается для сварной шов эквивалентен основному металлу, а его диапазон нагрузки на давление в основном эквивалентен диапазону бесшовных стальных труб. Также можно рассматривать для использования.
Существуют также бесшовные стальные трубы для конструкционного использования, в зависимости от требований к конструкции. В настоящее время существуют также бесшовные трубы со шовными стальными трубами, которые отжигаются до сварного шва, а остаточное напряжение сварного шва создается для сварной шов эквивалентен основному металлу, а его диапазон нагрузки на давление в основном эквивалентен диапазону бесшовных стальных труб. Также можно рассматривать для использования.
Конечно, на рынке также есть бесшовные стальные трубы, в которых используются стальные трубы со швом, которые нагреваются как единое целое, а затем вытягиваются или прокатываются с головкой сердечника. В основном они небольшого размера. Этот тип трубы является бесшовной стальной трубой только с точки зрения внешнего вида, а ее качество не очень хорошее.
Преимущества стальных труб со швом по сравнению с бесшовными стальными трубами:
(1) Стальная труба со швом в основном относится к сварной стальной трубе, и из-за ее низкой стоимости и высокой эффективности производства бесшовная стальная труба заменяется во многих областях. . Хотя сварные стальные трубы заменяют бесшовные стальные трубы, они все же имеют существенные отличия.
. Хотя сварные стальные трубы заменяют бесшовные стальные трубы, они все же имеют существенные отличия.
(2) Бесшовная стальная труба формируется путем перфорации стального слитка или сплошной трубной заготовки, а затем подвергается горячекатаному, холоднокатаному или холоднотянутому прокату. Сварная стальная труба представляет собой стальную трубу, которая сваривается и формируется из стальной полосы или стального листа, деформируемого в круглую или квадратную форму, и имеет стык на поверхности. Заготовка, используемая для сварных стальных труб, представляет собой стальной лист или полосовую сталь. Из приведенного выше определения самая большая разница между бесшовной стальной трубой и сварной стальной трубой заключается в том, что сварная стальная труба имеет швы.
(3) Процесс производства бесшовных стальных труб можно разделить на холодное волочение и горячую прокатку. Процесс производства холоднокатаных бесшовных стальных труб, как правило, сложнее, чем процесс горячей прокатки. Трубчатые заготовки необходимо предварительно прокатать в три валка, а калибровку провести после экструзии. Проба, если поверхность не отзывается на трещину, трубка разрезается резаком и разрезается на заготовку длиной около метра. Затем введите процесс отжига, подкисление должно быть промыто кислотой с кислотной жидкостью. При травлении обращайте внимание, нет ли большого количества пены на поверхности. При большом количестве пенообразования качество стальной трубы не будет соответствовать соответствующему стандарту.
Трубчатые заготовки необходимо предварительно прокатать в три валка, а калибровку провести после экструзии. Проба, если поверхность не отзывается на трещину, трубка разрезается резаком и разрезается на заготовку длиной около метра. Затем введите процесс отжига, подкисление должно быть промыто кислотой с кислотной жидкостью. При травлении обращайте внимание, нет ли большого количества пены на поверхности. При большом количестве пенообразования качество стальной трубы не будет соответствовать соответствующему стандарту.
(4) Внешний вид холоднокатаной бесшовной стальной трубы короче, чем у горячекатаной бесшовной стальной трубы. Толщина стенки холоднокатаной бесшовной стальной трубы, как правило, меньше, чем у горячекатаной бесшовной стальной трубы, но поверхность выглядит ярче, чем толстостенная бесшовная стальная труба, и поверхность не слишком шероховатая, не слишком много заусенцев на калибр.
Ниже приведены преимущества сварных труб по сравнению с бесшовными стальными трубами или другими стальными трубами со швом:
(1) Электросварная стальная труба имеет большой размерный ряд и может производить сварные трубы с наружным диаметром от 45 до 4000 мм и толщиной стенки от 0,1 до 40 мм и длиной трубы до нескольких сотен метров.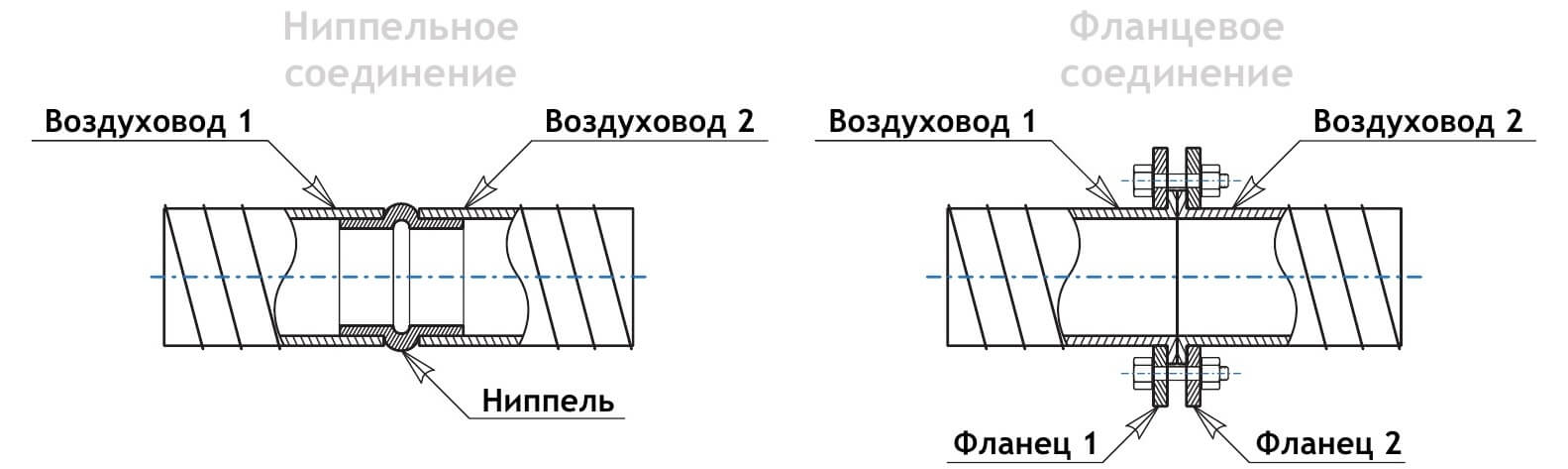 . Толщина стенки меньше, чем у бесшовной стальной трубы, и меньше, чем у печной трубы. Отношение диаметра трубы к толщине стенки трубы может достигать 100, а бесшовная стальная труба также имеет бесшовную стальную трубу большого диаметра и бесшовную стальную трубу малого диаметра, а труба, сваренная в печи, также имеет небольшой размер. Диаметр трубы и толщина стенки составляют 4~50 и 5~28 соответственно. Следовательно, электросварная труба позволяет экономить металл.
. Толщина стенки меньше, чем у бесшовной стальной трубы, и меньше, чем у печной трубы. Отношение диаметра трубы к толщине стенки трубы может достигать 100, а бесшовная стальная труба также имеет бесшовную стальную трубу большого диаметра и бесшовную стальную трубу малого диаметра, а труба, сваренная в печи, также имеет небольшой размер. Диаметр трубы и толщина стенки составляют 4~50 и 5~28 соответственно. Следовательно, электросварная труба позволяет экономить металл.
(2) Может производить стальные трубы различного химического состава.
(3) Появление новых электросварочных агрегатов, оборудования и систем управления продолжает совершенствоваться, благодаря чему сварной шов имеет более высокую прочность, чем металлическая матрица. Применение термической обработки устраняет сварочные напряжения сварного шва и позволяет свариваемой трубе получить однородную структуру в поперечном сечении. Поэтому качество сварной трубы не ниже, чем у бесшовной стальной трубы, а иногда она может заменить бесшовную стальную трубу.
(4) Поскольку стальная труба формуется в холодном состоянии, полученная стальная труба имеет высокую точность размеров и шероховатость поверхности, а общий расход металла составляет всего 1,03–1,05%.
(5) Блок электросварки стальных труб может отключить электропитание и снизить потребление энергии.
(6)Производственный процесс легко автоматизируется и непрерывен, с высокой производительностью и хорошими условиями труда.
бесшовная и сварная труба
Разница в основном методе изготовления очевидна из названий. Бесшовная труба экструдируется и вытягивается из заготовки, а сварная труба производится из полосы, которая прокатывается и сваривается для получения трубы. Сварная труба значительно дешевле, чем бесшовная труба, и ее легко можно приобрести в виде больших непрерывных отрезков.
Несмотря на то, что рабочее давление сварной трубы на 20 % меньше, чем у аналогичной бесшовной трубы, рабочее давление не является определяющим фактором при выборе бесшовной трубы вместо сварной трубы для линий отбора проб анализатора. Разница в потенциальных примесях, которые снижают коррозионную стойкость готовой трубы, является причиной выбора бесшовной трубы.
Разница в потенциальных примесях, которые снижают коррозионную стойкость готовой трубы, является причиной выбора бесшовной трубы.
Зона сварки считается неоднородной, поэтому она демонстрирует различную пластичность и меньшую коррозионную стойкость, а также большую вариацию размеров. Волочение сварной трубы уменьшает эти аномалии. Большинство труб (бесшовных и сварных) вытягивается для получения окончательных допусков на размеры. Волочение – это операция, при которой труба «протягивается» через матрицу. Существуют различные методы вытягивания трубы, однако их можно рассматривать как вытяжку с утоплением и вытягивание пробки. Разница видна в шероховатости поверхности ID. Утопленная вытянутая труба выполняется без внутренней поддержки. Труба, вытянутая по раковине, уменьшает диаметр без контроля толщины стенки. Присутствует некоторое «хруст» внутреннего диаметра, и трубка приобретает поперечное сечение «солнечного взрыва» и морщины по окружности вдоль внутренней поверхности.
Это может быть особенно заметно вокруг сварного шва на сварных трубах. Труба, вытянутая из пробки или стержня, протягивается через матрицу с внутренней опорой, что обеспечивает гораздо более гладкую внутреннюю поверхность. Чертеж стержня или пробки разрушает сварной шов на сварной трубе и удаляет любые указания размеров. Окончательный отжиг дополнительно способствует получению однородной трубки. Термин «полностью готовый» относится к сварным трубам, которые были вытянуты стержнями или пробками и отожжены в достаточной степени, чтобы удалить любые признаки размеров зоны сварки, а также разрушить дендритную структуру наплавленного валика и ускорить гомогенизацию. Часто очень трудно увидеть разницу между сварными и бесшовными трубами.
Труба, вытянутая из пробки или стержня, протягивается через матрицу с внутренней опорой, что обеспечивает гораздо более гладкую внутреннюю поверхность. Чертеж стержня или пробки разрушает сварной шов на сварной трубе и удаляет любые указания размеров. Окончательный отжиг дополнительно способствует получению однородной трубки. Термин «полностью готовый» относится к сварным трубам, которые были вытянуты стержнями или пробками и отожжены в достаточной степени, чтобы удалить любые признаки размеров зоны сварки, а также разрушить дендритную структуру наплавленного валика и ускорить гомогенизацию. Часто очень трудно увидеть разницу между сварными и бесшовными трубами.
По нормам допустимое рабочее давление сварных труб снижено на 20%. Основа большей части сегодняшних предубеждений в отношении бесшовных труб по сравнению со сварными, вероятно, связана с ранними производственными процессами, когда область сварки не переделывалась для обеспечения однородной стенки трубы. Даже сегодня стандарты обработки зоны сварки очень открыты, что позволяет варьировать конечный продукт.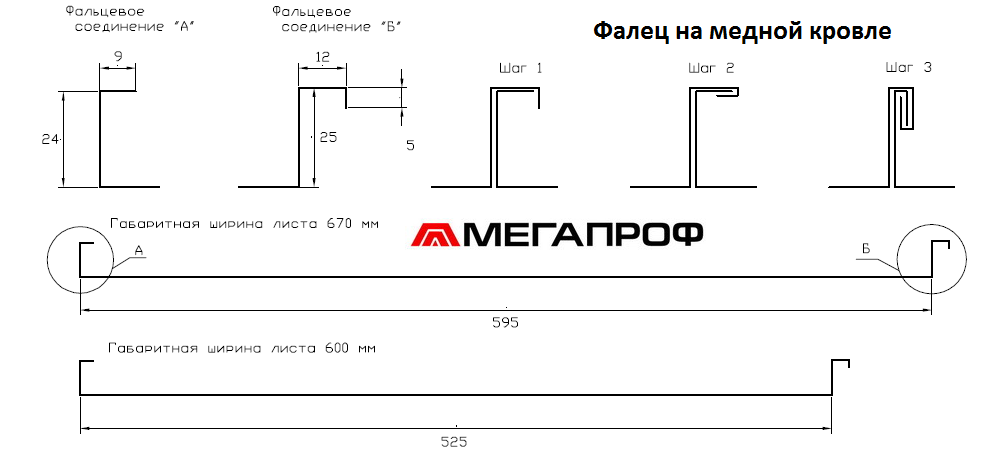 Бесшовные трубы просто исключают возможность любого дефекта коррозионной стойкости в зоне сварки. Хотя верно то, что большинство сварных трубок не могут быть обнаружены невооруженным глазом, признанные стандарты для работы, область сварки трубок очень открыта и допускает большую свободу в степени однородности конечного продукта.
Бесшовные трубы просто исключают возможность любого дефекта коррозионной стойкости в зоне сварки. Хотя верно то, что большинство сварных трубок не могут быть обнаружены невооруженным глазом, признанные стандарты для работы, область сварки трубок очень открыта и допускает большую свободу в степени однородности конечного продукта.
Как выбрать трубы, сварные или бесшовные?
Несмотря на многие преимущества сварных труб, бесшовные трубы по-прежнему обрабатываются лучше, чем сварные, особенно при использовании в суровых условиях, поскольку они считаются более прочными, с более высоким давлением и лучшей коррозионной стойкостью. В зависимости от конкретного применения и аспектов стоимости, выберите тип. — лучший выбор для использования. Трубы и трубы могут быть изготовлены как бесшовными, так и сварными, в зависимости от требований применения.
Типы трубных соединений — www.steeljrv.com
Типы трубных соединений
24. 11.2018
11.2018
- Новости отрасли
- Новости
Соединение труб разнообразно, обычно используются сварка встык, фланцы, резьба, сварка враструб, клееный, паяный и рифленый конец.
Различная ориентация типов соединения труб
Стыковые швы
Характеристики сварного соединения
Сварка металлических труб
Фланцевые Все типы
Резьбовые, сварка внахлест, клееные, паяные
Резьбовой
сварка внахлест
Рифленый конец
Типы соединений назначаются в диалоговом окне «Свойства соединителя» при создании содержимого фитингов с помощью Конструктора содержимого (см. Добавление соединителей к параметрическому фитингу). После этого назначенные типы соединений отображаются на вкладке «Назначения соединений» диалогового окна «Настройки компоновки труб».
Безрезьбовые соединения не имеют резьбы, они должны быть либо сварены, либо скреплены болтами.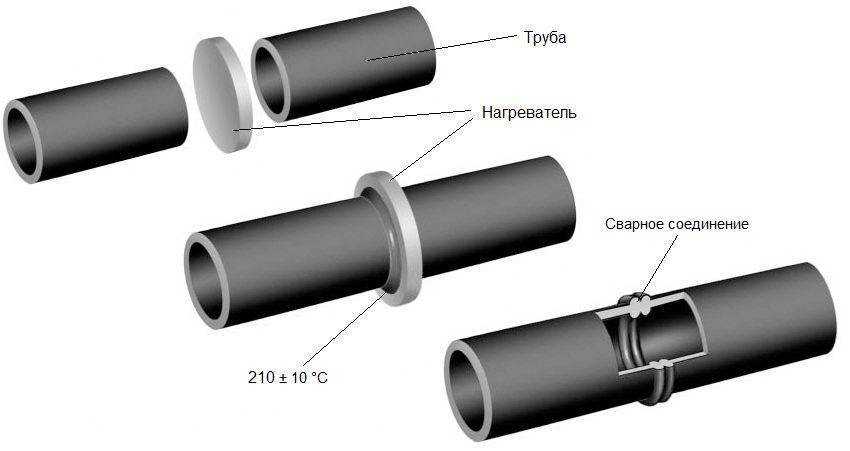
Стыковые сварные швы
Стыковые сварные швы – это сварные швы, при которых два соединяемых куска металла находятся в одной плоскости. Эти типы сварных швов требуют лишь некоторой подготовки и используются с тонкими листовыми металлами, которые можно сваривать за один проход. Распространенными проблемами, которые могут ослабить стыковой сварной шов, являются улавливание шлака, чрезмерная пористость или растрескивание. Для прочных сварных швов цель состоит в том, чтобы использовать как можно меньше сварочного материала. Стыковые швы преобладают в автоматизированных процессах сварки, таких как дуговая сварка под флюсом, из-за их относительной простоты подготовки. Когда металлы свариваются без участия человека, нет оператора, который мог бы внести коррективы для неидеальной подготовки шва. Из-за этой необходимости стыковые сварные швы могут быть использованы из-за их упрощенной конструкции для эффективной подачи через автоматические сварочные машины.
Дополнительные объекты не добавляются.
Фитинги и сегменты труб соединяются непосредственно друг с другом.
Характеристики сварного соединения
Интерфейс прочный и герметичный, а прочность сварного шва обычно превышает 85% прочности трубы, даже превосходя прочность основного металла.
Сварное соединение представляет собой прямое соединение между секциями трубы, конструкция проста, трубы красивы и аккуратны, сохраняется большое количество фасонных фитингов.
Интерфейс герметичен, и наполнитель не используется, что может сократить объем работ по техническому обслуживанию.
Интерфейс не ограничен диаметром трубы, скорость работы высокая.
Интерфейс сварного соединения представляет собой фиксированный интерфейс, который сложно подключать и разбирать. При необходимости ремонта и очистки трубопровода трубопровод следует отрезать.
Сварка металлических труб
Сварные соединения в основном используются для стыковых соединений, сварных фланцев и других гибких соединений для водопроводных труб.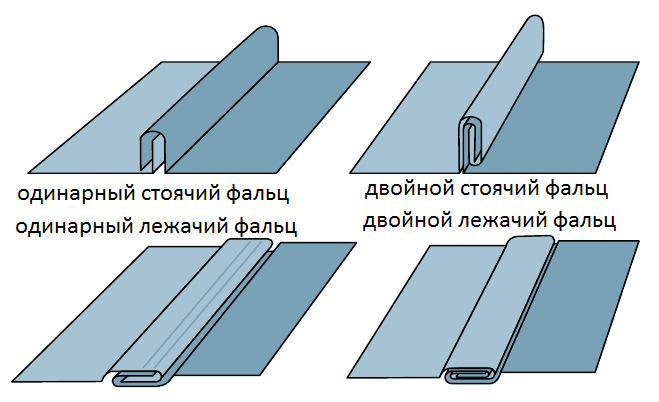 Методы сварки обычно включают газовую сварку, ручную сварку и автоматическую дуговую сварку, а также контактную сварку. Трубопровод должен быть тщательно очищен и осмотрен перед сваркой.
Методы сварки обычно включают газовую сварку, ручную сварку и автоматическую дуговую сварку, а также контактную сварку. Трубопровод должен быть тщательно очищен и осмотрен перед сваркой.
Если стальная труба расположена напротив друг друга, то продольные швы должны быть смещены на длину дуги более 100 мм, крестообразные швы должны отсутствовать; швы не должны располагаться в стенах зданий, сооружений и т.п.
При прокатке стальной трубы продольные швы каждой трубы не должны располагаться на одной прямой. Расстояние между продольными швами двух соседних труб должно быть более трехкратной толщины стенки и не менее 100 мм; Расстояние между двумя соседними продольными швами должно быть не менее 300 мм.
В криволинейной части трубы не должно быть сварных швов, а точка изгиба стыкового шва должна быть не менее наружного диаметра трубы и не менее 100 мм (кроме приварного колена). На опорах труб не должно быть кольцевых сварных швов.
Фланцевые Все типы
Фланец представляет собой пластину или кольцо, прикрепленное к трубе. Затем две фланцевые трубы создают герметичное уплотнение, скрепляя их болтами.
Затем две фланцевые трубы создают герметичное уплотнение, скрепляя их болтами.
- Фитинг к трубе: Фланцы обычно входят в состав фитингов. К сегменту трубы добавляется отдельный фланец.
- Труба к трубе: к каждому концу трубы добавляется отдельный фланец для создания соединения.
- Фитинг к фитингу: Фитинги с встроенными фланцами соединяются друг с другом напрямую. К соединению не добавляются отдельные фланцы.
Фланцевые соединения представляют собой две трубы, фитинги или оборудование. Съемное соединение, которое сначала крепится к фланцу, затем между двумя фланцами помещается фланцевая прокладка, и два фланца скрепляются болтами, чтобы они были плотно соединены.
Это соединение в основном используется для соединения чугунных труб, труб с резиновой футеровкой, труб из цветного металла и фланцевых клапанов, а соединение между технологическим оборудованием и фланцами также является фланцевым.
Фланцевое соединение стальной трубы необходимо разобрать и соединить с фланцевыми деталями клапана, оборудованием, приборами и т. д. Фланцы доступны из чугуна и стали. Соединение между фланцем и трубой имеет три типа фланцевых свободных соединений, резьбовых соединений и сварных соединений. При монтаже трубопровода часто используется метод соединения плоских приварных стальных фланцев.
д. Фланцы доступны из чугуна и стали. Соединение между фланцем и трубой имеет три типа фланцевых свободных соединений, резьбовых соединений и сварных соединений. При монтаже трубопровода часто используется метод соединения плоских приварных стальных фланцев.
Фланцевое фланцевое соединение. Фланцевые свободные фланцы обычно используются для труб из аналогичных материалов, таких как медные трубы, свинцовые трубы, пластиковые трубы и т. Д. При отбортовке используются разные методы работы в зависимости от разных материалов, и отбортовка должна быть плоской, без трещин и складок.
Резьбовое фланцевое соединение, соединенное с фланцами с внутренней резьбой и стальными трубами с наружной резьбой. Эти фланцы в основном изготовлены из чугуна и могут использоваться для соединений труб низкого давления.
Сварное фланцевое соединение, фланец и стальная труба свариваются, это фланцевое соединение широко используется. Способ сварки заключается в следующем: выбирают соответственно пару фланцев, которые устанавливаются на два конца трубы, которые соединяются друг с другом. Если какое-то оборудование уже имеет фланцы, выберите тот же тип фланцевых втулок, которые необходимо обработать, сначала точечную сварку, откорректируйте вертикальность и, наконец, прочно приварите фланец к трубе. Внутренняя и наружная стороны плоского приварного фланца должны быть приварены к трубе
Если какое-то оборудование уже имеет фланцы, выберите тот же тип фланцевых втулок, которые необходимо обработать, сначала точечную сварку, откорректируйте вертикальность и, наконец, прочно приварите фланец к трубе. Внутренняя и наружная стороны плоского приварного фланца должны быть приварены к трубе
Резьбовые, сварные внахлест, клееные, паяные
Труба представляет собой охватываемый фитинг, а раструб эквивалентен охватывающему фитингу. Для обеспечения герметичности лучше всего снаружи трубы и внутри раструба покрыть герметиком.
Для сварки враструб требуется соединение трубы и раструба.
- Фитинги на трубе: Сегменты труб обычно имеют внутренние охватываемые концы, а фитинги обычно имеют охватывающую часть. Труба вставляется непосредственно в фитинг.
- Труба к трубе: муфта с внутренней резьбой вставляется между сегментами трубы.
- Фитинг к фитингу: Фитинги соединяются напрямую друг с другом.
Резьбовой
Соединение трубной резьбы имеет три способа: в цилиндрическую наружную резьбу вставляется цилиндрическая внутренняя резьба, в коническую наружная резьба вставляется цилиндрическая внутренняя резьба, в коническую наружная резьба вставляется коническая внутренняя резьба.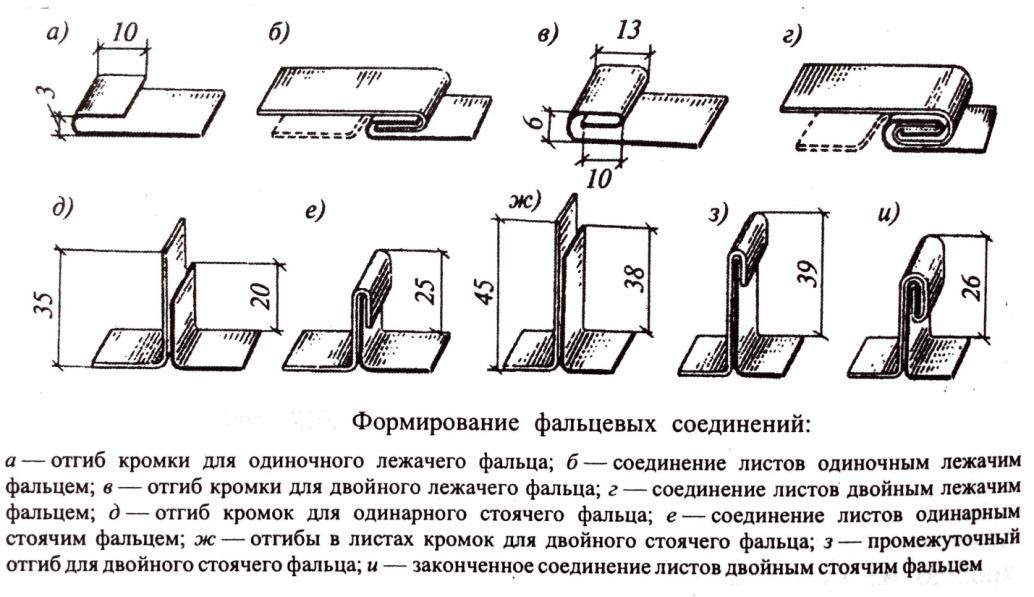 Среди них последние два метода более тесно связаны и являются широко используемыми методами соединения.
Среди них последние два метода более тесно связаны и являются широко используемыми методами соединения.
Для повышения герметичности интерфейса трубной резьбы и предотвращения разборки из-за ржавчины резьбы во время технического обслуживания резьба обычно заполняется. поэтому. Наполнитель должен быть в состоянии заполнить зазор и предотвратить коррозию. Для того, чтобы интерфейс был длинным и плотным, трубная резьба не должна быть слишком свободной. Не используйте больше наполнителя, чтобы предотвратить утечку. Следует отметить, что набивка может быть использована в резьбовом соединении только один раз и подлежит замене в случае ее удаления.
Для затягивания трубной резьбы следует использовать соответствующий трубный ключ. Не используйте втулку на рукоятке трубного ключа для затягивания трубы. После затягивания трубной резьбы 1-2 витка резьбы (т. е. концы резьбы) должны быть видны снаружи трубы или клапана. Всю резьбу не вкручивайте, лишнюю пеньку следует зачистить и обработать антикоррозийной обработкой. При установке фитингов обратите внимание на положение и направление фитингов.
При установке фитингов обратите внимание на положение и направление фитингов.
Сварка враструб
Сварка враструб предназначена для соединения трубы с корпусом клапана для сварки, а форма соединения с внутренней резьбой аналогична после формования. Вообще говоря, трубы из углеродистой стали и трубы из нержавеющей стали диаметром 2 дюйма или меньше используются для сварки враструб; трубы из нержавеющей стали также используются для стыковой сварки ниже 2 ″, например, фланцевый фланец; титановая труба, дуплексная сталь, сплавы на основе никеля и тому подобное в основном используются для стыковой сварки.
Разница
- Сварные швы внахлест образуют угловые швы, а стыковые швы образуют стыковые швы. По прочности и напряженному состоянию сварного шва стыковое соединение лучше раструбного. Следовательно, в случае высокого уровня давления и плохих условий использования следует принять форму стыковки.
- Сварка в раструб обычно используется для небольших диаметров DN40 или меньше, что является экономичным.
 Сварка встык обычно используется для DN40 или выше. Форма раструбного соединения в основном используется для клапанов и труб малого диаметра, фитингов и сварки труб. Трубы малого диаметра обычно имеют тонкую стенку, их легко сместить и удалить, их трудно сварить, и они больше подходят для сварки враструб. Кроме того, раструб раструбной сварки обладает армирующим эффектом, поэтому его также используют под высоким давлением. Однако у сварки в раструб есть и недостатки. Во-первых, напряженное состояние после сварки нехорошее, и сварка не сваривается. Зазор внутри системы труб оставлен. Следовательно, система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте раструбную сварку. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать раструбной сварки, используя сварку встык.
Сварка встык обычно используется для DN40 или выше. Форма раструбного соединения в основном используется для клапанов и труб малого диаметра, фитингов и сварки труб. Трубы малого диаметра обычно имеют тонкую стенку, их легко сместить и удалить, их трудно сварить, и они больше подходят для сварки враструб. Кроме того, раструб раструбной сварки обладает армирующим эффектом, поэтому его также используют под высоким давлением. Однако у сварки в раструб есть и недостатки. Во-первых, напряженное состояние после сварки нехорошее, и сварка не сваривается. Зазор внутри системы труб оставлен. Следовательно, система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте раструбную сварку. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать раструбной сварки, используя сварку встык. - Первый должен быть одного большого и одного маленького диаметра, прежде чем его можно будет вставить в сварку. Последние диаметры могут быть одинаковыми или разными. 2. Форма сварочной канавки отличается. 3 процесс сварки отличается. Прочность не то же самое после сварки.
- Ступени более низкого давления в основном представляют собой сварные швы враструб, а марки высокого давления – сварку встык. Стыковые сварные швы проходят 100% проверку на наличие дефектов, чтобы гарантировать отсутствие утечек.
- Как следует из названия, сварка в раструб заключается в том, чтобы вставить трубу в сварку, но сварка встык приваривается непосредственно к соплу. Как правило, требования к сварке встык выше, чем к сварке враструб, и качество после сварки хорошее, но метод обнаружения относительно строгий. Для сварки для радиографического контроля раструбная сварка может выполнять магнитный порошок или испытание на проникновение (например, углеродистая сталь для магнитного порошка, нержавеющая сталь для проникновения). Если жидкость в трубопроводе не требует высокой сварки, рекомендуется использовать раструбную сварку для удобства осмотра.
 Сварка встык обычно используется для DN40 или выше. Форма раструбного соединения в основном используется для клапанов и труб малого диаметра, фитингов и сварки труб. Трубы малого диаметра обычно имеют тонкую стенку, их легко сместить и удалить, их трудно сварить, и они больше подходят для сварки враструб. Кроме того, раструб раструбной сварки обладает армирующим эффектом, поэтому его также используют под высоким давлением. Однако у сварки в раструб есть и недостатки. Во-первых, напряженное состояние после сварки нехорошее, и сварка не сваривается. Зазор внутри системы труб оставлен. Следовательно, система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте раструбную сварку. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать раструбной сварки, используя сварку встык.
Сварка встык обычно используется для DN40 или выше. Форма раструбного соединения в основном используется для клапанов и труб малого диаметра, фитингов и сварки труб. Трубы малого диаметра обычно имеют тонкую стенку, их легко сместить и удалить, их трудно сварить, и они больше подходят для сварки враструб. Кроме того, раструб раструбной сварки обладает армирующим эффектом, поэтому его также используют под высоким давлением. Однако у сварки в раструб есть и недостатки. Во-первых, напряженное состояние после сварки нехорошее, и сварка не сваривается. Зазор внутри системы труб оставлен. Следовательно, система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят. Используйте раструбную сварку. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать раструбной сварки, используя сварку встык. Последние диаметры могут быть одинаковыми или разными. 2. Форма сварочной канавки отличается. 3 процесс сварки отличается. Прочность не то же самое после сварки.
Последние диаметры могут быть одинаковыми или разными. 2. Форма сварочной канавки отличается. 3 процесс сварки отличается. Прочность не то же самое после сварки.
Преимущество:
- Нет проблем со скашиванием;
- Нет проблем с изнаночной стороной;
- Положение сварки можно отрегулировать для плоской сварки.
Концевой фитинг с канавкой имеет канавку или буртик по краю. Эта канавка для фитингов обеспечивает уплотнение без необходимости сварки.
- Фитинг к трубе: считается, что фитинги и сегменты труб имеют концы с канавками, готовые для соединения. Для соединения фитинга и трубы добавляется муфта.
- Труба к трубе: добавлена муфта для соединения сегментов трубы.
- Фитинг к фитингу: для соединения фитингов добавляется муфта.
Примечание :
Домен Piping включает тип подключения, который называется Same Connection. Когда для объекта трубы, присоединенного к концентратору, настроено одинаковое соединение, соединитель 1 наследует тип соединения типа соединения на соединителе 2 присоединенного концентратора.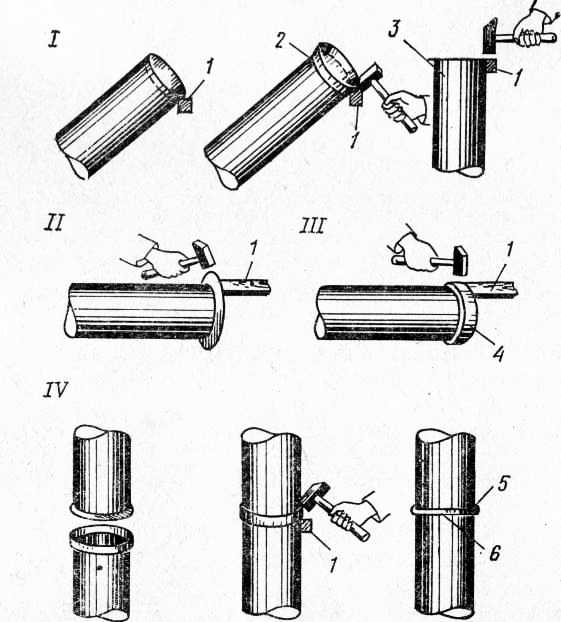
Источник: Китайский производитель стальных труб — Yaang Pipe Industry Co., Limited (www.steeljrv.com).
(Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие технические статьи, которые мы опубликовали:
- В чем разница между стальной трубой и стальной трубой
- Техническая спецификация для испытания трубопроводной системы под давлением
- Процесс производства холоднокатаной стальной трубы
- Как получить трубы из легированной стали высокого качества
КАК ПОЛУЧИТЬ СТАЛЬНЫЕ ТРУБЫ ВЫСОКОГО КАЧЕСТВА
Как получить трубы из углеродистой стали высокого качества
Стандарт и применение бесшовных труб из нержавеющей стали и сварных труб
Как отличить низкокачественную стальную трубу
- КАК ПОЛУЧИТЬ КОТЛОВЫЕ ТРУБЫ ВЫСОКОГО КАЧЕСТВА
- Спецификация API 5L для линейных труб
- Что означает труба API 5L?
- Что такое бесшовная труба из углеродистой стали
- Что такое стальная труба DSAW
Использованная литература:
- https://www.