Фальцевое соединение — Большая Энциклопедия Нефти и Газа, статья, страница 3
Фальцевое соединение
Cтраница 3
Последовательность операций изготовления лежачего фальцевого соединения показана на рис. IV.3. Как видно из рисунка, на первом листе металла элементы замка одинарного фальца выполняются за четыре операции, а двойного фальца — за восемь операций. Соединение двух малых бортов в одинарный фальц и большого борта с малым в двойной фальц называют обжимкой или осадкой фальца. Оно выполняется за три операции, причем в десятой и одиннадцатой операциях с двух сторон фальцевого соединения образуются отсечки. Возможна осадка фальца и с помощью специальной оправки. Изготовление поперечных фальцевых соединений на плоских поверхностях вручную ничем не отличается от продольных соединений. [31]
В отличие от продольных фальцевых соединений поперечные фальцы изготовляют на цилиндрической поверхности. Для получения поперечных фальцевых соединений на одной из соединяемых деталей отгибают широкую кромку, а на другой — узкую. [32]
Ширина фальца на фальцевых соединениях зависит от толщины стали, из которой делают крестовины. [34]
По расположению на воздуховоде фальцевые соединения бывают продольными, расположенными вдоль воздуховода, и поперечными, расположенными перпендикулярно продольной оси воздуховода. При изготовлении воздуховодов чаще используют продольные соединения в виде одинарного лежачего фальца и углового с защелочным фальцем. Для поперечных соединений применяют одинарный стоячий или лежачий фальц. Такие соединения при нормальном исполнении отвечают основному требованию — обеспечивают высокую плотность, не допускающую подсосов и утечек воздуха в вентиляционных системах. [36]
На рис. 238 показаны фальцевые соединения, применяемые для стыковки тонкостенных труб и обечаек.
[38]
238 показаны фальцевые соединения, применяемые для стыковки тонкостенных труб и обечаек.
[38]
По расположению на воздуховоде фальцевые соединения бывают продольные и поперечные. [40]
На рис. 247 показаны фальцевые соединения
На рис. 238 показаны фальцевые соединения, применяемые для стыковки тонкостенных труб и обечаек. [44]
Страницы: 1 2 3 4 5
Виды фальцевых швов: преимущества и разновидности
Понятие «фальц», или «фальцевое соединение», включает несколько разновидностей неразъемных, но не жестких швов, с помощью которых соединяют отдельные листы в единую панель. Соединения фальцевым швом наиболее массово применяются для создания кровельного покрытия, а также при изготовлении крупногабаритных емкостей и элементов вентиляционных систем. Таким способом можно соединять листы и рулоны из: стали – оцинкованной или с дополнительным полимерным цветным слоем, меди и ее сплавов, алюминиевых сплавов, цинк-титана. Последний вариант является наиболее редким.
Преимущества фальцевых соединений
Фальцевая технология обеспечивает:
- Высокую прочность швов.
- Эффективную защиту внутреннего пространства от влаги, которая достигается, благодаря конструкции шва, не требующего дополнительной герметизации. Это преимущество относится к стоячим фальцам, лежачие швы в этом плане менее эффективны. Для кровель с различным уклоном скатов выбирают различные типы фальцевых соединений.
- Предотвращение термической деформации полотна, благодаря некоторой подвижности соединения.
 Если при создании кровли применить жесткое соединение, например сварное, то при перепадах температур вероятна деформация кровельного покрытия.
Если при создании кровли применить жесткое соединение, например сварное, то при перепадах температур вероятна деформация кровельного покрытия. - Достаточно простой и быстрый монтаж кровли.
 Если при создании кровли применить жесткое соединение, например сварное, то при перепадах температур вероятна деформация кровельного покрытия.
Если при создании кровли применить жесткое соединение, например сварное, то при перепадах температур вероятна деформация кровельного покрытия.Виды фальцевых швов
По конструкции выделяют одинарные и двойные (разновидность – реечные) фальцы. По исполнению – лежачие, стоячие, угловые.
Лежачие
Используются для соединения краев карт, расположенных поперек ската.
- Одинарный. Считается наименее надежным. Выполняется одинарным загибом кромки.
- Двойной. Загиб фальцевого шва состоит из двух витков, что обеспечивает более надежную защиту внутреннего пространства от проникновения воды, по сравнению с одинарным вариантом.
Стоячие
Применяются для соединения краев, расположенных параллельно скату кровли.
- Одинарный. Представляет собой одинарный гребень, имеющий вертикальное сечение в виде треугольника. Гребни соседних карт надевают друг на друга и скрепляют кляммерами – металлическими скобами. Такой вид соединений способен эффективно защитить внутреннее пространство от попадания влаги только при уклоне скатов, превышающем 10°.
- Двойной. Этот вертикально расположенный гребень с двойным загибом является наиболее надежным, а поэтому самым распространенным вариантом. На скатах с малым уклоном такой вид соединений применяют с закладкой в фальц уплотнительной ленты.
- Двойной реечный. Отличается от традиционного двойного вертикального более широкой стыковочной кромкой и использованием в конструкции деревянной рейки. Используется в основном в европейском домостроении. По технологии изготовления различают бельгийский и немецкий варианты. Двойное реечное соединение можно использовать на скатах с малым углом уклона – от 3°.
Г-образные
Этот вид фальца, располагаемый на открытых поверхностях, считается эстетически привлекательным, благодаря значительным габаритам конструкции и отбрасываемой тени, но не слишком надежным.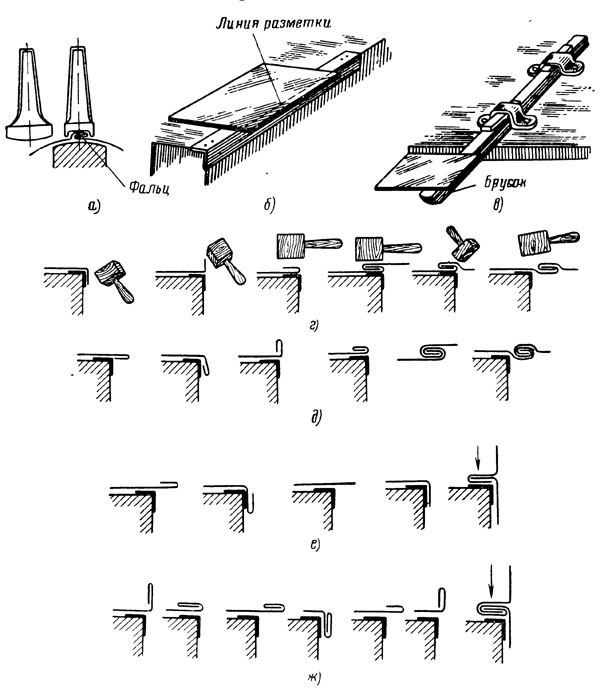
Кликфальцы
Эта самозащелкивающаяся система представляет собой усовершенствованный классический фальц. Соединение карт осуществляют с помощью подпружиненной защелки, не требующей специального фальцующего оборудования. На кровельных полотнах на специальном оборудовании изготавливают два фигурных профиля, один из которых является основанием защелки, а второй – ее крышкой. Крышка на основании защелкивается простым нажатием. Это наиболее простая, но одновременно надежная и прочная разновидность фальцевого соединения. Может использоваться на кровлях с уклоном скатов 10-60°. Плюсы кликфальца:
- отсутствие необходимости в использовании дополнительных герметизирующих элементов;
- простота монтажа и возможность демонтажа;
- для работ по устройству такой кровли не требуются особые профессиональные навыки, специализированные инструмент и оборудование.
Разновидности фальцевых картин по способу изготовления
Стандартные панели, изготовленные в заводских условиях
Лист металла, в котором края загнуты для последующего выполнения шва, называется картиной, или фальц-панелью. Эти изделия имеют готовые загибы, позволяющие быстро закатывать фальцы на месте монтажа. Такая продукция снижает время проведения монтажных работ и требуемую численность рабочих.
Панели, изготавливаемые на месте монтажа из листового проката
Листовой прокат стоит значительно дешевле, по сравнению с готовыми фальц-панелями. Однако этот вариант является маловыгодным, если размеры ската таковы, что при его покрытии образуется большое количество отходов и требуется значительное количество монтажных операций. Недостатком кровли из листовых картин является также большой метраж малонадежных поперечных фальцев.
Панели, изготавливаемые на месте монтажа из рулонного материала
Наличие рулонного проката и фальцегибочного оборудования позволяет изготовить непосредственно на строительной площадке картины длиной, совпадающей с длиной скатов, что дает возможность исключить ненадежные лежачие фальцевые швы.
Устройство фальцевых кровель – вариант, достаточно популярный в малоэтажном строительстве, поскольку при соблюдении технологических правил и использовании качественных материалов он позволяет создавать долговечные, функциональные кровельные покрытия.
Фальцовка и закатка проволоки — Медницко-жестяницкие работы
Фальцовка и закатка проволоки
Медницко-жестяницкие работы
Фальцовка и закатка проволоки
Виды фальцевых швов
Фальцем называется загиб листового материала с целью его соединения; само соединение (замок) — фальцевой шов. Различные виды фальцев и фальцевых швов показаны на рисунке 8. Фальцевые швы бывают с одинарным и двойным замком.
Швы с одинарным замком применяются, когда нет необходимости в герметичности и высокой прочности.
Швы с двойным замком обеспечивают высокую прочность и герметичность, т. е. непроницаемость для жидкости и воздуха.
В зависимости от своего положения швы делятся на продольные и поперечные. Продольные швы делают с лежачим фальцем, а поперечные — для придания жесткости изделию — со стоячим фальцем. При соединении поперечным швом нескольких частей изделия, имеющих продольные швы, их располагают так, чтобы продольные швы находились на некотором расстоянии друг от друга. Это обеспечивает плотное соединение в поперечных швах.
Рис. 1. Фальцевые швы: а — с одинарным замком: б — с двойным замком; в — донные швы
Днища к корпусам изделий присоединяют донными фальцевыми швами (рис. 8, е). Замок фальца изготовляют ровным по всей длине; после уплотнения фальцево-го соединения поверхность фальца должна быть гладкой, без бугров и утолщений.
Закрепление фальцевых швов заклепками не допускается.
Изготовление фальцевых швов
Рис. 2. Последовательность изготовления одинарного лежачего шва: а — ж — технологические операции
Фальцевые швы изготовляются с помощью ударного и опорного инструментов.
Выполнение одинарного лежачего шва (рис. 2) осуществляется в таком порядке:
1. Рейсмусной очерткой намечают линию загиба на расстоянии, равном 10 толщинам металла. На обратной стороне откладывают вторую линию загиба на расстоянии, равном 22-м толщинам металла (рис. 2, а),
2. Заготовку помещают на брус или на край железного угольника, которым окантован верстак так, чтобы первая линия разметки проходила точно по краю опоры.
3. Поддерживая левой рукой заготовку, легкими ударами деревянного молотка пригибают кромку сначала по концам заготовки, а затем по всей ее длине на 90° (рис.2, б).
4. Перевертывают заготовку кромкой вверх и подгибают ее еще на 45—60° (рис. 2, в).
5. Заготовку второй линией разметки кладут на край опоры (рис. 2, г).
6. Ударами деревянного молотка перегибают материал заготовки на 45° по всей длине (рис. 2, д), после чего подгибают кромку к материалу так, чтобы остался зазор на 0,5—1,0 мм больше, чем толщина материала.
7. Таким же образом подготавливают кромку на второй заготовке.
8. Соединяют обе кромки в замок и уплотняют шов ударами деревянного молотка (рис. 2, е, ж). Сначала — начало и конец шва, а затем —от середины по направлению к краям.
При изготовлении фальцевого соединения на цилиндрических заготовках необходимо, чтобы первый загиб материала на обоих концах листа проводился в разные стороны, иначе замок не соединится.
При изготовлении цилиндрического изделия малого диаметра второй перегиб (операции 5—6) не делают. В этом случае проводят операции 1—4, затем прямые фальцы соединяют в замок и шов уплотняют с помощью фальцмейселя. Если фальцмейселя нет, то обжимку осуществляют с помощью полоски этого же материала, свернутой втрое. Полоску располагают по границе шва и резкими ударами молотка одновременно по шву и полоске обжимают шов.
Изготовление одинарного стоячего шва достаточно ясно показано на рисунке 3 и дополнительного описания не требует.
Рис. 3. Последовательность изготовления одинарного стоячего фальцевого шва:
а — д — технологические операции
Последовательность изготовления одинарного стоячего фальцевого шва:
а — д — технологические операции
Порядок получения двойного лежачего фальцевого шва (рис. 4) следующий:
1. Размечают заготовку и загибают кромку под 90° (рис. 4, а).
2. Переворачивают заготовку и подгибают кромку к материалу так, чтобы остался зазор, величина которого на 0,5—1,0 мм больше, чем толщина материала.
3. Повернув заготовку, совмещают вторую линию разметки с кромкой опорного инструмента и вторично загибают кромку на 90°, начиная с концов заготовки (рис. 4, в, г), затем опять переворачивают лист и догибают кромку, оставляя в фальце зазор на 0,5—1,0 мм больше чем толщина материала (рис. 4, д, е).
4. Таким же образом получают фальц на втором листе.
5. Вводят один фальц в другой с торца листов и обжимают их ударами деревянного молотка на плите (рис. 4, ж).
Рис. 4. Последовательность изготовления двойного лежачего фальцевого шва: а — ж — технологические операции
Если фальц находится снаружи изделия, а внутренняя сторона шва должна быть гладкой, шов обрабатывают фальцмейселем или полоской материала, свернутой вчетверо.
Изготовление двойного стоячего фальцевого шва показано на рисунке 5.
Рис. 5. Последовательность изготовления двойного стоячего фальцевого шва: а — ж — технологические операции
Стоячий фальцевой шов на цилиндрических изделиях получают с помощью металлического бруса и молотка с квадратным бойком, в следующей последовательности (рис. 6):
1. Намечают линию перегиба на расстоянии, равном 10 толщинам металла от края соединяемой трубы (рис. 6, а).
2. Устанавливают трубу под углом 45° к брусу и заостренным носком молотка несильными равномерными ударами отбортовывают на 45° (рис. 6, б).
3. Трубу, закрепленную под углом 90° к опорной поверхности бруса, отбортовывают на 90° (6, в),
4. На второй трубе наносят линию перегиба на расстоянии, равном 22-м толщинам металла от ее края и отбортовывают трубу на 90° в 3—4 приема: на 30°, 60°, 90° (6, г).
5. Обратную отбортовку второй трубы проводят на расстоянии, равном 10-ти толщинам металла от ее края (6, д). Отбортовка выполняется на полукруглой оправке или с помощью полукруглой поддержки. При отбортовке на оправке трубу отбортованным фланцем упирают в торец оправки и подгибают материал ударами молотка сбоку и сверху. Если отбортовка проводится с помощью поддержки, то удары наносят снизу.
6. Вставляют первую трубу во вторую и соединяют (замыкают) фальц (6, е, ж, з), начиная с закрепления фланца в четырех местах, а затем обжимают весь шов на бруске.
Рис. 6. Последовательность изготовления стоячего фальце-вого шва на цилиндрических изделиях: о — з — технологические операции
Для получения лежачего кольцевого шва трубу помещают на полукруглую оправку и ударами киянки заваливают шов. Если при этом шов начинает расходиться, то обжимают его с помощью поддержки, ударяя носком молотка.
Закатка проволоки
Закатка проволоки необходима для увеличения жесткости краев изделия и исполняется тем же инструментом, что и фальцовка.
Закатывают проволоку вручную и на зигмашине. В зависимости от формы изделия закатка бывает прямолинейная и кольцевая.
Прямолинейная закатка вручную проводится следующим образом:
1. Размечают на кромке заготовки припуск на закатывание, равный 2,5 диаметра проволоки (рис. 7, а).
2. Загибают 1/3 припуска на 90° (рис. 7, б).
3. Делают по разметке второй загиб на всю величину припуска (рис. 7, в).
4. Предварительно выправленную проволоку вкладывают в загиб и закрепляют ее в нескольких местах.
5. Ударами киянки загибают кромку к материалу до упора (рис. 7, г, д).
6. На бруске металлическим молотком окончательно загибают кромку (рис. 7, е). После этого обстукивают проволоку деревянной киянкой по всей длине.
Рис. 7. Закатка проволоки вручную: а — е — технологические операции
Процесс закатывания проволоки на зигмашине показан на рисунке 8.
Рис. 8. Закатка проволоки на зигмашине
Кольцевую закатку проволоки вручную выполняют на металлической полукруглой оправке. Кромку загибают на заготовке так же, как и при прямолинейной закатке. Затем на заготовку надевают проволочное кольцо и в нескольких местах закрепляют его ударами металлического молотка и киянкой пригибают всю кромку до упора. После выполнения этой операции цилиндр устанавливают вертикально и окончательно подгибают кромку слесарным молотком с квадратным бойком или наводильником.
Реклама:
Читать далее:
Отбортовка
Статьи по теме:
<div><img src=»//mc.  yandex.ru/watch/22078132″ alt=»» /></div> yandex.ru/watch/22078132″ alt=»» /></div> | Фальцевое соединение трубы. |
Изготовление фальцевых соединений
Категория: Вентиляционные работы
Изготовление фальцевых соединений
При изготовлении воздуховодов и их деталей из металлических листов толщиной до 1,5 мм наиболее распространенным способом соединения до настоящего времени остается фальце-вый шов, хотя по мере совершенствования способов сварки тонколистового металла область применения фальцевых соединений будет, по-видимому, постепенно суживаться.
В свое время при ручном изготовлении воздуховодов широко применялся двойной фальц, обеспечивающий более высокую плотность соединения по сравнению с одинарным. После механизации большинства операций по изготовлению фальцев и благодаря использованию отсечки, препятствующей смещению частей замка по отношению друг к другу, двойной фальц стали применять крайне редко.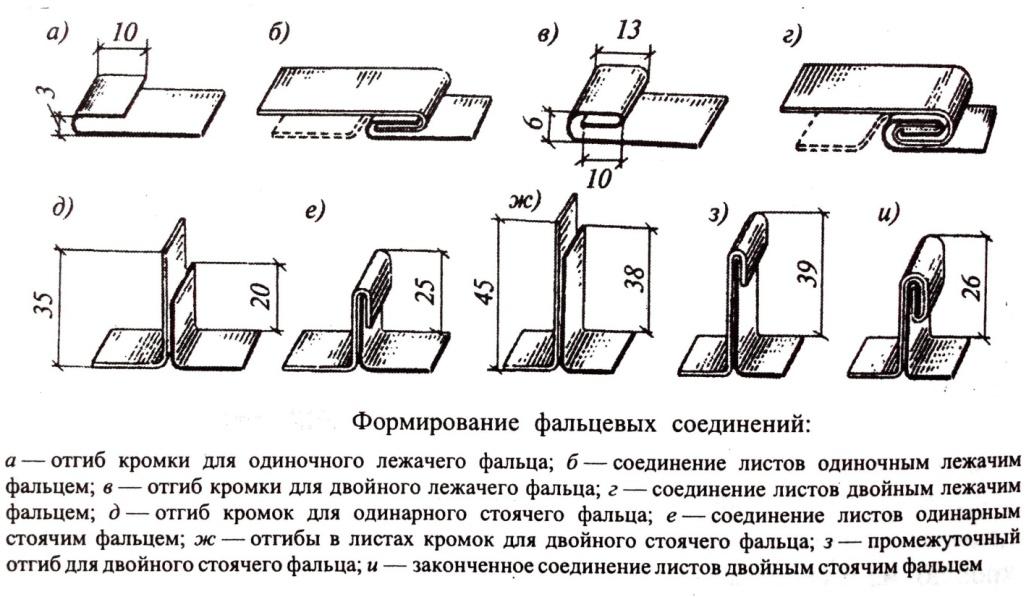 Одновременно вышли из употребления фальцевые замки в конструкциях поперечных соединений звеньев воздуховодов между собой, которые были заменены простой отбортовкой края звена на зеркало фланца из угловой или полосовой стали. Наряду с этим появились фальцевые соединения: угловые фальцы с отсечкой, угловые фальцы с просечными защелками и соединительные рейки, широко используемые при изготовлении фасонных частей воздуховодов.
Одновременно вышли из употребления фальцевые замки в конструкциях поперечных соединений звеньев воздуховодов между собой, которые были заменены простой отбортовкой края звена на зеркало фланца из угловой или полосовой стали. Наряду с этим появились фальцевые соединения: угловые фальцы с отсечкой, угловые фальцы с просечными защелками и соединительные рейки, широко используемые при изготовлении фасонных частей воздуховодов.
Таким образом, из числа фальцевых соединений металлических листов наиболее распространенными являются продольные соединения в виде одинарного лежачего фальца с двойной отсечкой и угловые фальцы с отсечкой или просечными защелками. Эти соединения при тщательном выполнении отвечают основному требованию — высокой плотности соединения, не допускающей утечек или подсосов воздуха в вентиляционных системах.
Фальцевые соединения вручную изготовляют на деревянных верстаках, в длинный край которых врезается впотай полоса равнобокого уголка 50X6 мм. Первая операция при изготовлении продольного фальца — прочерчивание на листе чертилкой линии отгиба борта, которая должна совпадать с вертикальной плоскостью уголка, врезанного в верстак. Совмещение линии отгиба с краем верстака фиксируется на концах листов ударами кровельного молотка массой 0,4—1,2 кг, в результате чего лист по концам отгибается вниз. Затем ударами деревянной киянки, изготовленной из твердых пород дерева, отгибается весь борт по прочерченной линии.
Рис. 1. Основные типы фальцевых соединений, изготовляемых вручную
а —одинарный стоячий фальц; б — двойной стоячий; в — одинарный лежачий с двойной отсечкой; г — двойной лежачий; д — одинарный угловой; е — комбинированный угловой
Рис. 2. Примеры фальцевых соединений, изготовляемых с помощью механизмов
а —угловой фальц с отсечкой; б — угловой фальц с просечными защелками; в — соединительная рейка
Рис. 3. Изготовление лежачих фальцев вручную (последовательность операций)
Последовательность операций изготовления лежачего фальцевого соединения показана на рис. 3. Как видно из рисунка, на первом листе металла элементы замка одинарного фальца выполняются за четыре операции, а двойного фальца — за восемь операций. Соединение двух малых бортов в одинарный фальц и большого борта с малым в двойной фальц называют обжимкой или осадкой фальца. Оно выполняется за три операции, причем в десятой и одиннадцатой операциях с двух сторон фальцевого соединения образуются отсечки. Возможна осадка фальца и с помощью специальной оправки. Изготовление поперечных фальцевых соединений на плоских поверхностях вручную ничем не отличается от продольных соединений.
Более сложно образовать поперечное фальцевое соединение по краю цилиндрической поверхности. Для придания такому соединению повышенной жесткости фальц предпочитают делать стоячим, хотя он и менее герметичен, чем лежачий. Последовательность операций изготовления поперечного фальцевого соединения на цилиндрической поверхности показана на рис. IV.4. По краю одной трубы отгибают большой борт, по краю другой—малый. Предварительная операция образования воронки до полного отгиба борта необходима во избежание разрыва кромки металла, что наблюдается при отгибе борта сразу без постепенной вытяжки металла во время образования воронки. Таким образом, отгиб борта осуществляется за две операции, причем большой борт по тем же соображениям выполняют за несколько поворотов трубы. После образования большого борта его превращают в стакан ударами кровельного молотка на конце оправки, укрепленной на верстаке в виде консоли (обычно из куска рельса, имеющего головку округлой формы). Стоячий фальц путем постепенной обжимки большого борта вокруг малого также выполняют за несколько поворотов трубы.
Рис. 4. Изготовление одинарного поперечного фальца на цилиндрической поверхности вручную (последовательность операций)
I — образование воронки; II — отгиб борта; III — образование стакана; IV — обжимка большого борта вокруг малого; 1 — брусок; 2 — линия перегиба; 3 — фальц; 4 — стакан; 5 — малый борт; 6 — большой борт
Рис. IV.5. Последовательность образования лежачего фальца (а), соединительной рейки на фальцепрокатных механизмах (б) и углового фальца с просечной защелкой (в)
IV.5. Последовательность образования лежачего фальца (а), соединительной рейки на фальцепрокатных механизмах (б) и углового фальца с просечной защелкой (в)
Механизированное изготовление фальцевых соединений металлических листов возможно двумя способами: образованием элементов фальцевого замка под давлением с помощью пресса и специальных штампов или прокаткой этих элементов на специальных механизмах. В монтажных организациях СССР применяется только второй способ образования фальцев разных форм, для чего созданы специальные фальцепрокатные и отбортовочные механизмы. Их устройство и принцип действия описаны в специальном курсе «Станки и механизмы для производства санитарно-технических и вентиляционных работ».
Элементы фальцевого замка на фальцепрокатных механизмах образуются путем протяжки металлического листа между несколькими парами роликов, которые отгибают кромку листа, последовательно придавая ей необходимую форму. Благодаря этому деформация (вытяжка) листового металла происходит без разрывов и трещин, несмотря на весьма значительные по сравнению с ручным способом силы, действующие на него. При этом скорость выполнения операций просто несравнима и на современных механизмах достигает 10 м фальца в 1 мин.
На рис. 5 показана последовательность образования лежачего и углового фальцев для соединения с просечной защелкой и рейки на механизме СТД-16 — последней модели отечественных фальцепрокатных механизмов.
Этот механизм комплектуется следующими сменными рабочими роликами:
1) для образования лежачего фальца с двойной отсечкой;
2) для одновременного образования элементов лежачего фальца на обеих кромках воздуховода круглого сечения;
3) для образования углового фальца;
4) для изготовления реек.
В отличие от ручного способа, при механизированном изготовлении размеры элементов фальцевых швов строго регламентированы для каждой толщины металлического листа, как показано на профилях углового фальца с отсечкой и соединительной рейки на рис. 7.
7.
Рис. 7. Односторонняя зиг-машина ВМС-76
Порядок работы на механизме СТД-16 следующий. Устанавливают профилирующие ролики в соответствии с необходимой формой фальца или рейки, регулируют положение роликов в зависимости от толщины обрабатываемого листа (путем регулирования усилия пакетов тарельчатых пружин) и включают электродвигатель. При прокатке лежачего фальца на обечайке воздуховода обе ее кромки заводят одновременно в обе группы профилирующих роликов. При прокатке углового фальца или рейки лист подается с одной стороны механизма. По окончании прокатки выключают электродвигатель и снимают обработанную деталь. На рис. 1V.6 показан один из моментов работы на фаль-цепрокатном механизме.
При образовании фальцев наиболее массовой является первая операция — отгиб борта. Все фальцепрокатные механизмы выполняют эту операцию только по прямой линии, поэтому-для отгиба борта на деталях криволинейной формы (для поперечных фальцевых и реечных соединений) созданы механизмы ВМС-53 и СТД-13, отличающиеся тем, что механизм СТД-13 оснащен дополнительным узлом для образования углового фаль-цевого соединения с защелкой на отводах прямоугольного сечения.
Наиболее универсальными являются приводные зиг-машины, позволяющие механизировать процесс образования поперечного фальцевого соединения на деталях воздуховодов круглого сечения, а также применяемые для образования зигов, раструбов, гофров и отгиба бортов. Кроме того, мощность приводных зиг-машин позволяет выполнять поперечное соединение элементов воздуховодов, офланцовку звеньев воздуховодов и другие операции на концах патрубков воздуховодов. Однако для выполнения каждой из перечисленных разнообразных операций требуется смена рабочих органов зиг-машины — роликов соответствующего профиля. При массовом поточном производстве деталей воздуховодов частая смена рабочих органов машины неприемлема, а использование универсальной машины в технологическом потоке для одной операции неэкономично. Этим и объясняется относительно небольшое применение зиг-машин в современных крупных заготовительных предприятиях. Кроме того, по характеру технологических операций, выполняемых зиг-маши-нами, для них требуются, как правило, специальные устройства для поддержания обрабатываемой на зиг-машине детали с противоположного конца.
Кроме того, по характеру технологических операций, выполняемых зиг-маши-нами, для них требуются, как правило, специальные устройства для поддержания обрабатываемой на зиг-машине детали с противоположного конца.
Рис. 6. Прокатка фальца на обечайке воздуховода на фальцепрокат-иом механизме ФП-3
Наиболее совершенными являются отечественные зиг-машины универсального типа ВМС-76 или ВМС-77. В отличие от ВМС-76, зиг-машина ВМС-77 имеет второй хобот, который крепится к тому же корпусу взамен снятого кожуха. Оба хобота механизма ВМС-77 взаимозаменяемы.
Следует помнить, что по условиям техники безопасности на зиг-машинах не разрешается работать одновременно с двух сторон механизма. Для фальцепрокатных механизмов важнейшее требование техники безопасности — не касаться руками вращающихся частей механизма, не допускать захвата руками прокатываемой заготовки на расстоянии менее 200 мм от первой пары роликов и работать обязательно в рукавицах.
Вентиляционные работы — Изготовление фальцевых соединений
Фальцевая кровля
Фальцевая кровля: виды и устройство
Выбор кровли – дело не из легких. Среди прочих вариантов вам наверняка предложат рассмотреть вариант устройства фальцевой кровли. О том, что он собой представляет – в нашем материале и в салоне-офисе ООО ТПФ «Ирвеле».
Фальцевая кровля — это кровля из листовой или рулонной оцинкованной стали, а также из стали с полимерным покрытием, в которой соединение отдельных элементов покрытия выполнены с помощью фальцев.
Фальц – это вид шва при соединении листов металлической кровли.
Типы фальцев:
- А — лежачий одинарный;
- Б — лежачий двойной;
- В — стоячий одинарный;
- Г — стоячий двойной.
Наиболее герметичным и влагонепроницаемым, согласно мнениям специалистов, является двойной стоячий фальц. Это продольное соединение, выступающее над плоскостью кровли между двумя прилегающими кровельными картинами, кромки которых имеют двойной загиб. Картина – это элемент кровельного покрытия, у которого кромки подготовлены для фальцевого соединения.
Картина – это элемент кровельного покрытия, у которого кромки подготовлены для фальцевого соединения.
Достоинства фальцевой кровли:
- Возможность длительной эксплуатации (в зависимости от материала, от 25 до 100 лет)
- Антикоррозийное покрытие
- Разнообразие цветовых решений
- Легкость (1 м² весит от 3,5 до 7,5 кг) – небольшая нагрузка на несущую конструкцию
- Гладкая поверхность позволяет дождевой воде стекать намного быстрее
Недостатки фальцевой кровли:
- При дожде слышен сильный шум от ударов капель о кровлю
- На рынке очень мало специалистов, способных правильно уложить фальцевую кровлю
- Обычная оцинкованная сталь по эстетическим параметрам уступает многим другим видам кровли. Медная и цинк-титановая кровля выглядит гораздо приятней, но она значительно дороже (если квадратный метр полезной площади оцинкованной кровли обойдется в 5-10$, то медной – 60-80$, цинк-титановой – 50-70$)
- Установка фальцевой кровли из цинк-титана требует очень бережного отношения. По материалу нельзя ходить, стучать — глубокие царапины на листе впоследствии приведут развитию преждевременной коррозии. Он несовместим со многими металлами, и даже с некоторыми породами дерева (дуб, лиственница). При температуре ниже +5 градусов сплав становится хрупким и работы с ним продолжать в такое время не рекомендуется.
- Накапливает электростатический ток. Необходимо обустройство молниеотвода.
Металлы, используемые для фальцевой кровли:
- Оцинкованная кровельная сталь. Благодаря покрытию из цинка, обладают высокими антикоррозийными свойствами. При монтаже крыши используются листы толщиной от 0,45 до 0,70 см. Срок службы – 25-30 лет.
- Сталь с полимерными покрытиями. Стальной оцинкованный лист с полимерным покрытием имеет многослойную структуру: стальной лист, слой цинка, слой грунта, и, наконец, защитная краска с нижней стороны листа, а с лицевой стороны — слой цветного полимера. Полимер наносится для придания дополнительных защитных свойств (защита от ультрафиолета), а также выполняет декоративную функцию.
 Полимер наносится для придания дополнительных защитных свойств (защита от ультрафиолета), а также выполняет декоративную функцию.
Полимер наносится для придания дополнительных защитных свойств (защита от ультрафиолета), а также выполняет декоративную функцию.Технологии монтажа
Традиционная технология устройства кровли из листовой стали, работы выполняются в два этапа.
Первый этап
Изготавливаются картины для рядового покрытия скатов крыши, карнизных свесов, настенных желобов, разжелобов. Для изготовления картин фальцевой кровли вначале прямо на стройплощадке делаются заготовки необходимых форм и размеров (по чертежам будущей кровли). Стальные листы размечают на детали при помощи измерительных приборов и инструментов, наносят на металле отметки. Затем стальной лист, в зависимости от толщины, разрезают и соединяют фальцем в картины, длиной в скат, боковые кромки загибают, т.е. делают заготовки для выполнения стоячих фальцев.
Второй этап
Фальцевые картины поднимают на крышу и соединяют их боковые стороны друг с другом стоячим фальцем (чаще всего одинарным). Для повышения герметичности соединений, проконтролируйте, чтобы рабочие использовали самоклеющуюся ленту
Затем картины фальцевой кровли крепят к обрешетке узкими стальными полосками — кляймерами, которые одним концом заводят в стоячие фальцы при их изгибе, а другим крепят к брусу обрешетки. Таким образом, получается качественное кровельное покрытие, без каких-либо технологических отверстий. Используемые соединительные детали, такие, как гвозди, болты, проволока, кляммеры, должны быть обязательно выполнены из оцинкованной стали. Это делается для того, чтобы они имели такой же срок службы, что и кровельное покрытие.
Отверстия у дымовых и газовых труб, в том числе и вентиляционные, закрывают фартуками из оцинкованной стали.
Порядок устройства вертикальных фальцев рядовых листов кровли
Один край уложенного листа закрепляется крепёжными изделиями (кляммерами) к обрешётке. Крепёжные детали располагаются по краю листа с интервалами до 600 мм и прикрепляются к обрешётке оцинкованными саморезами 4,8х28 мм.
При использовании для кровли листов, длиной более 10 м, необходимо закрепить их, к обрешётке плавающими кляммерами, которые обеспечивают герметичность кровли в случае температурных деформаций. На рисунке фальц, выполненый закаточным устройством: 1 — металлическое покрытие; 2 — клямер; 3 — основание кровли
Технические решения по устройству горизонтальных швов в крышах с разными уклонами
|
a) при уклоне от 30° |
|
|
b) при уклоне от 25° |
|
|
c) при уклоне от 10° |
|
|
d) при уклоне от 7° |
Рулонная технология изготовления фальцевой кровли. Материал, доставленный на стройплощадку в рулонах, разрезается при помощи специального оборудования. Изготовление кровли на объекте позволяет избежать горизонтальных фальцев, через которые может протекать вода. Соединение кровельных картин осуществляется, как правило, в двойной стоячий фальц. Для обеспечения полной непроницаемости соединений фальц может быть уплотнен силиконовым герметиком.
Разновидности фальцевых кровельных соединений
Понятием «фальц», либо «фальцевое соединение» подразумевается несколько видов неразъемных. Но не жестких швов. Ими соединяют отдельные листы в одну панель. Соединения фальцем в основном применяются для создания покрытия для кровли, а также при изготовлении крупногабаритных емкостей и элементов вентиляции. Листы и рулоны из стали соединяются таким способом: оцинкованная или с дополнительным полимерным слоем, медная или из сплавов алюминия, цинк-титана. Последний вариант – наиболее редкий.
Достоинства фальцевых соединений
Фальцевая технология может обеспечить массу преимуществ, среди которых выделяются:
- Высокая прочность швов;
- Эффективная защита пространства внутри от влаги. Ее можно достичь за счет конструкции шва, который не нуждается в дополнительной герметизации. Данное достоинство относится к стоячим фальцам, лежачие швы в этом плане имеют меньшую эффективность. Для кровель, обладающих различным уклоном скатов, выбирают разные типы фальцевых швов;
- Термическая деформация полотна предотвращается благодаря некоторой подвижности соединения. Если при сооружении кровли применить жесткое соединение, к примеру сварное, то при температурных перепадах возможна деформация кровельного покрытия;
- Достаточно простая и быстрая установка кровли.
 Данное достоинство относится к стоячим фальцам, лежачие швы в этом плане имеют меньшую эффективность. Для кровель, обладающих различным уклоном скатов, выбирают разные типы фальцевых швов;
Данное достоинство относится к стоячим фальцам, лежачие швы в этом плане имеют меньшую эффективность. Для кровель, обладающих различным уклоном скатов, выбирают разные типы фальцевых швов;Разновидности фальцев
По конструкции можно выделить одинарные и двойные (реечного вида) фальцы. По исполнению различают лежачие, стоячие, угловые.
- Лежачие. Нужны, чтобы соединить края карт поперек ската;
- Одинарный. Наименее надежный. Выполняется одним загибом кромки. Одинарный. Это гребень с вертикальным сечением в виде треугольника. Гребни соседних карт надеваются друг на друга и скрепляются кляммерами (металлические скобы). Такая разновидность соединений эффективно защищает внутреннее пространство от попадания влаги только лишь при уклоне скатов более 10°;
- Двойной. Загиб фальцевого шва из 2-ух витков для большей надежной защите пространства внутри от попадания воды, по сравнению с вариантом в одинарный загиб. Двойной. Данный гребень расположен вертикально и имеет двойной загиб. Отличается большей надежностью, а поэтому наиболее распространен. На скатах с малым уклоном такой вид соединений применяется с закладкой в фальцевое соединение уплотнительной ленты. Двойной реечный в отличие от традиционного 2-ного вертикального имеет более широкую стыковочную кромку и может применяться в конструкции рейки из дерева. Используется в основном в европейском домостроительстве. По технологии изготовления есть бельгийский и немецкий разновидности. Двойное реечное соединение можно использовать на скатах уклоном от 3°.
- Стоячие. Служат для соединения краев параллельно кровельному скату;
- Угловые. Г-образные. Этот фальц располагается на открытых поверхностях. Эстетически привлекателен за счет значительных габаритов и отбрасываемой тени, однако, не очень надежный. Используется он, как правило, на скатах с уклоном 25° и более, к примеру, фронтонах и карнизах.
 Эстетически привлекателен за счет значительных габаритов и отбрасываемой тени, однако, не очень надежный. Используется он, как правило, на скатах с уклоном 25° и более, к примеру, фронтонах и карнизах.
Эстетически привлекателен за счет значительных габаритов и отбрасываемой тени, однако, не очень надежный. Используется он, как правило, на скатах с уклоном 25° и более, к примеру, фронтонах и карнизах.Особенности кликфальцев
Система самозащелкивающаяся. Это усовершенствованный классический фальц. Соединение карт происходит благодаря подпружиненной защелке, которая не требует специального фальцующего оборудования. На кровельных полотнах на специальном оборудовании изготавливается 2 фигурных профиля, один из которых – основание защелки, второй – ее крышка. Она защелкивается на основании обычным нажатием. Является наиболее простой, но одновременно надежной и прочной разновидностью фальцевого шва. Используется на крышах с углом уклона скатов 10-60°.
Преимущества кликфальца:
- отсутствует необходимость в дополнительной герметизации;
- простой монтаж и возможность демонтажа;
- не нужны особые профессиональные знания, специальный инструмент и оборудование для работ по обустройству такой кровельной конструкции.
Виды фальцевых картин по методу изготовления
Устройство фальцевых кровель является достаточно популярным вариантом в строительстве малоэтажек. И при соблюдении правильных технологий и применении материалов хорошего качества можно устанавливать кровельные покрытия, отличающиеся долговечностью и функциональностью.
Стандартные заводские панели. Металлический профиль, где края загнуты для следующего исполнения шва, имеет название «картина», либо «фальц-панель». Данные элементы обладают готовыми загибами, благодаря которым возможно быстро закатывать фальцы во время монтажа. С такими изделиями экономится время монтажного процесса и число рабочих.
Панели из металлопроката, получаемые сразу во время установки. Листовой прокат гораздо дешевле, в отличие от готовых фальц-панелей. Но такой вариант маловыгоден в случае большого количества отходов из-за размера ската и количества монтажных действий. Недостаток крыши из листовых картин считается так же немалый метраж не очень надежных поперечных фальцевых швов.
Недостаток крыши из листовых картин считается так же немалый метраж не очень надежных поперечных фальцевых швов.
Панели, изготавливаемые на месте монтажа из рулонного материала. Наличие рулонного проката и фальцегибочного оборудования позволяет изготовить непосредственно на строительной площадке картины длиной, совпадающей с длиной скатов, что дает возможность исключить ненадежные лежачие фальцевые швы.
Читайте интересное
Фальцевое соединение, способ изготовления и устройство
Настоящее изобретение относится к соединению фальцевым швом и к способу его изготовления, а также к устройству для выполнения этого способа.
Фальц-шовные соединения хорошо известны в технике вентиляции и кондиционирования. Этим соединениям присущ недостаток, заключающийся в том, что они не являются герметичными, поскольку после их изготовления любое соединение в виде гнутого шва будет иметь тенденцию пружинить назад, то есть открываться.Однако возникающие в результате утечки в соединениях этого типа часто неприемлемы с точки зрения гигиены, здоровья и / или энергии, поэтому необходимы дополнительные действия для герметизации, например, для вставки полосы резины и / или для закрепления сложенного -шовное соединение склеиванием; ср. среди прочего, WO 00/27557, фиг. 10-13, на которых показаны различные способы зажима уплотнений.
Это приводит к дополнительным недостаткам: наряду с высокими затратами материалов и времени на введение дополнительного герметизирующего материала в соединение фальцевый шов, его эффективность в значительной степени зависит от осторожности пользователя (рабочего).Кроме того, даже синтетические уплотнительные материалы имеют тенденцию становиться хрупкими и выдерживать лишь небольшие перепады давления, в частности, если задействованы относительно большие зазоры и / или силы сдвига.
Задача настоящего изобретения состоит в том, чтобы обеспечить соединение складчатого шва с металлическим уплотнением, которое может адекватно отвечать высоким требованиям к уплотнению на практике сегодня. В частности, соединение фальцевым швом также должно подходить для вентиляционных установок класса герметичности C, без необходимости в дополнительных средствах герметизации и / или последующей обработке.Этот класс C, применяемый к соединениям с фальцевым швом с высокой герметичностью, был определен Комитетом производителей «вентиляционных и сушильных установок (EUROVENT)» и соответствует максимальной утечке, например, 0,01 м 3 воздуха на s, с испытательной площадью 200 м 2 при испытательном давлении 1000 Па.
В частности, соединение фальцевым швом также должно подходить для вентиляционных установок класса герметичности C, без необходимости в дополнительных средствах герметизации и / или последующей обработке.Этот класс C, применяемый к соединениям с фальцевым швом с высокой герметичностью, был определен Комитетом производителей «вентиляционных и сушильных установок (EUROVENT)» и соответствует максимальной утечке, например, 0,01 м 3 воздуха на s, с испытательной площадью 200 м 2 при испытательном давлении 1000 Па.
Также должен быть раскрыт способ, который позволит производить соединения этого типа с фальцевым швом экономично. Кроме того, должно быть предусмотрено подходящее устройство, которое обеспечит экономичное качество соединения фальцевого шва и которое может применяться как можно более универсально, т.е.е. подходит для труб, сегментов труб и колен.
Должна быть предусмотрена возможность изготовления с помощью традиционной технологии соединения фальцевым швом, которое не требует специальной подготовки со стороны технологического персонала и которое должно, по крайней мере, по своему внешнему виду и прочности соответствовать обычному соединению.
Соединение фальцевым швом создает внутри фальца уплотнение по форме, в частности, на внешнем диаметре фланцевого двойного фальца в результате относительно большого радиуса изгиба окружающего его второго внешнего двойного фальца.В результате обратное отталкивание соединения сводится к минимуму; металлическое уплотнение прочно и незначительно подвержено вибрации. Радиус охвата в области наибольшего наружного диаметра на внешней двойной складке больше, чем у закрытого фланца, перевернутого одинарным способом (также называемого одинарным краем). Это предотвращает чрезмерное растяжение точки изгиба, недопустимое с точки зрения материалов, и, как следствие, массовое смещение материала, микротрещины и последующую коррозию на складке, что часто наблюдается на существующих вентиляционных установках.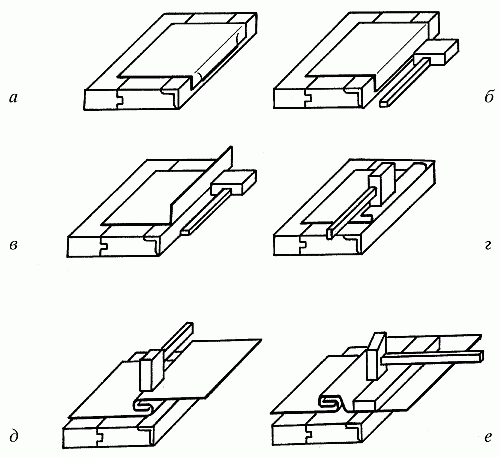
Термин «сплошной по всему периметру», соответственно, означает, что предусмотрена уплотнительная поверхность по форме, которая опирается на согласующий элемент и которая проходит линейно и соосно и без разрывов по всей периферии складок.
Если соединение гнутого шва в соответствии с изобретением разрезано, в отличие от соединения с одинарным перевернутым фланцем, оно имеет почти идеальную металлическую уплотнительную контактную поверхность, которая точно охватывает весь внутренний двойной фланец. относительно его формы.
Для надлежащего уплотнения соединения решающее значение имеет упомянутая выше сплошная конструкция уплотняющих поверхностей, поскольку, помимо самого закрытия, они образуют одно или несколько высококачественных лабиринтных уплотнений с минимальными потерями на утечку. .
Напротив, было обнаружено, что выгодно, если фланцевая двойная складка имеет воздушный зазор, расположенный внутри, так что имеется преднамеренное пружинящее действие внутренней складки по отношению к внутренней части второй двойной складки.Это обеспечивает прочное металлическое уплотнение даже при работе с различными степенями давления.
В частности, в случае труб без покрытия может быть предпочтительным изолирующий слой полимера, нанесенный в жидком состоянии, поскольку в месте соединения в складке не возникает контактной коррозии; тонкий слой, оставшийся после озеленения, дополнительно возьмет на себя компенсирующую и герметизирующую функцию. Функционально изолирующий слой не изменяет основной принцип принудительной блокировки, действующей во время процедуры закрытия и создаваемой внешними силами, даже если металлические контактные поверхности дополнены тонкими промежуточными слоями или если металлическое покрытие металлического листа заменено и / или дополнен изоляционным слоем.
Воздушный зазор, подвергающийся сильному внешнему зажиму между частями фланца, что приводит к их сильному пружинящему действию, является особенно предпочтительным. Это улучшает уплотнение в результате высокого давления между контактными поверхностями, с одной стороны, и может компенсировать тепловое расширение и вибрацию, с другой стороны, без повышенной утечки.
Это улучшает уплотнение в результате высокого давления между контактными поверхностями, с одной стороны, и может компенсировать тепловое расширение и вибрацию, с другой стороны, без повышенной утечки.
Герметичность можно дополнительно улучшить за счет включения дополнительного изоляционного слоя между внешней и внутренней складкой.
Соединение фальцевым швом может производиться на окантовочной и фальцевально-закрывающей машине типа GORELOCKER BETA 3 фирмы Spiro International S.A., CH-3178 Boesingen (см. Брошюру 05, 1998) с помощью подходящих роликов.
Это происходит за счет того, что на первом этапе способа на первом конце трубы создается фланцевая двойная складка, на втором этапе способа на первом конце трубы формируется складывающийся язычок с внутренним диаметром больше, чем фланцевая двойная складка. другой конец трубы, который должен быть соединен, на третьем этапе способа складной язычок проталкивается через двойную складку, после чего выступающая часть складывающейся лапки прижимается и зажимается к фланцевидной двойной складке с упором, так что последний опломбирован.
В устройстве в соответствии с изобретением, которое предпочтительно используется, изготовление фланцевого двойного изгиба на первом конце трубы происходит за счет того, что на первом этапе способа первый конец трубы надевается на вращающийся первый закрепленный формовочный валок. в осевом положении на станочном столе с периферийным контактом на внутренней стороне трубы и упомянутом ролике, на втором этапе второй формовочный ролик, также вращающийся, толкается в его тангенциальной плоскости до тех пор, пока он не коснется конца трубы снаружи, так что последний совместно вращается синхронно, на третьем этапе второй формовочный ролик ступенчато прижимается в тангенциальной плоскости на ширину двойной складки к первому формовочному ролику, так что на конце трубы вдавливается язычок непрерывного складывания, на четвертом шаг нижний подающий ролик продвигается дальше по направлению к формующему ролику во второй плоскости, расположенной на более низком уровне, чем тангенциальная плоскость, по крайней мере, на двойную толщину сопрягаемой трубы риал, в котором нижний ролик отводится назад под вторым формующим роликом синхронно в противоположном направлении, так что откидной язычок закрывается и образуется двойная складка в виде фланца.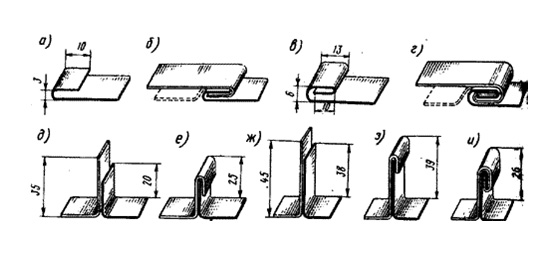
Устройство, которое особенно подходит для изготовления фланцевого двойного фальца, отличается тем, что смещаемый нижний ролик выполнен в виде полого вала, а приводной вал, несущий формующий ролик, закрепленный в его осевом положении, расположен в Внутри полого вала подающий ролик выполнен в виде полого вала, внутри этого полого вала предусмотрен приводной вал, несущий верхний подвижный формовочный ролик, подающий ролик и формовочный ролик расположены на салазках. таким образом, чтобы их можно было перемещать синхронно, и, кроме того, два ролика расположены на ползуне, также с возможностью смещения относительно закрепленного в осевом направлении формовочного ролика и подвижного формовочного ролика.Это обеспечивает особенно экономичный режим работы.
Установленный с возможностью перемещения формирующий ролик и расположенный под ним нижний разгрузочный ролик направляются особенно точно и стабильно, если они установлены в каретке, снабженной шарикоподшипниками для линейного перемещения.
Очень простая возможность смещения для других салазок, которые несут нижний подающий ролик, также смещаемый поочередно, и нижний формирующий ролик, достигается за счет боковых направляющих пластин.
Требуемые линейные перемещения ползунов выполняются гидроцилиндрами, что делает конструкцию устройства очень компактной и выгодной.
Еще одно преимущество состоит в воплощении желаемого синхронного движения ползуна, которое стало возможным благодаря гидравлическим компонентам, которые также доступны на рынке.
Приводные валы ведомых роликов имеют очень компактный привод с помощью карданных валов и гидравлических двигателей, питаются от центрального гидравлического блока и устанавливаются и регулируются компонентами, известными как таковые для периферийного синхронизма. , т.е. к одинаковой окружной скорости роликов.
Варианты осуществления изобретения поясняются ниже со ссылкой на чертежи, на которых:
Фиг. 1 показано типовое соединение в вентиляционной технике; две спиральные трубы, расположенные под прямым углом друг к другу, соединенные друг с другом с помощью сегментных кривых и соединений в виде фальцевых швов,
ФИГ. 2 — соединение фальцевым швом согласно фиг. 1 в увеличенном разрезе;
2 — соединение фальцевым швом согласно фиг. 1 в увеличенном разрезе;
РИС. С 3 по 6 показаны отдельные этапы способа изготовления внутреннего фланцевого двойного сгиба согласно фиг.2;
РИС. 7 показывает соединение фальцевого шва;
РИС. 8 показано соединение по форме фальцевого шва, показанного на фиг. 7, сложив откидной язычок;
РИС. 9 показано предпочтительное устройство для изготовления фланцевого двойного сгиба в частичном разрезе;
РИС. 10 — вид в разрезе приводного вала с левой стороны под прямым углом; и
ФИГ. 11 — вид сверху устройства согласно фиг.9 сверху.
РИС. 1 показаны спиральные трубы из листового металла S 1 и S 2 , которые обычно называются «спиральными трубами» и которые соединены друг с другом посредством сегментных изгибов s 2 — s 5 . Сегментные отводы s 2 до s 5 соединяются с трубами S 1 и S 2 посредством обычных разъемных соединений V. Соединительные отводы s 2 до s 5 имеют буртики W, которые используются как для армирования, так и в качестве ограничителя хода.Фактические соединения фальцевым швом согласно изобретению обозначены буквами A; Средняя линия трубного соединения обозначена буквой m и соответствует нейтральной резьбе.
Фальцевое соединение A показано в увеличенном разрезе на фиг. 2. Здесь показаны изгибы среднего сегмента s 3 и 25 s 4 с первым концом X и вторым концом Y трубы. Здесь представлены смещения 5 в виде перетяжек. Конец трубы X оканчивается фланцевым двойным изгибом 1 с его фланцевыми частями 1 a и 1 b , которые вместе образуют фланцевую втулку.Между частями фланца 1 образуется воздушный зазор 3 , который действует, в частности, как компенсатор расширения для сегмента s 3 и в то же время оказывает пружинящее действие на внешнюю окружающую двойную складку 2 . а и 1 б.
Окружающий двойной изгиб 2 примыкает к внешней области частей фланца 1 a и 1 b и изгиб 1 c снаружи с принудительной фиксацией.Даже если на металлическом листе двойных складок видны неровности, показанное пружинящее соединение приводит к появлению точек контакта, которые проходят более или менее концентрически по частям 1 a — 1 c и, по меньшей мере, действуют как лабиринтное уплотнение.
Соединение внутреннего фланца, т. Е. Двойной складки 1 , с окружающей двойной складкой 2 выполняется известным способом на фальцевально-закрывающей машине, например, типа Gorelocker Beta 3.
РИС. С 3 по 6 показано изготовление фланцевого профиля 15 с двойным сгибом 1 . Обрабатываемая фасонная деталь или сегмент трубы имеет обозначение 6 и опирается на опорную поверхность 29 .
В соответствии со способом, показанным на фиг. 3, на первом этапе конец трубы сегмента 6 выворачивается наизнанку над вращающимся формовочным роликом 20 и нижним роликом 21 , который расположен под ним и который имеет форму полого вала и имеет соответствующая центральная нижняя полость H, которая значительно больше, чем это необходимо для бесконтактного приведения в действие ролика 21 .Соседний формующий ролик 10 и нижний подающий ролик 11 находятся в исходном положении.
Из фиг. 4 видно, что два ролика 10 и 11 вдавлены в формованную деталь 6 по пути ао до тех пор, пока не коснется формовочный ролик 10 , который тем временем также был приведен во вращение. В результате трения внешней периферии ролика 10 о формованную деталь 6 последняя также начинает вращаться.Показаны взаимно параллельные тангенциальные плоскости E 1 и E 2 , которые характеризуют возможные пути перемещения роликов 10 и 11 .
В результате ступенчатого дальнейшего движения вращающегося формовочного ролика 11 до конца траектории a ‘складывается язычок 4 , который проходит по всей периферии нижней стороны отформованной детали 6 , формируется на фасонной детали 6 .См. Фиг. 5.
Пока формованная деталь 6 продолжает вращаться, как показано на ФИГ. 6, нижний подающий ролик 11 также продвигается по траектории a 2 , но в плоскости E 2 , так что указанная двойная складка 1 формируется на формованной части 6 . Этот путь смещения возможен, поскольку ролики 11 и 21 имеют полости H. Синхронизация движения двух роликов 11 и 21 приводит к формированию точной по форме складки без фланцевых частей. быть сплющенным или расстроенным на роликах.
Формованная часть 6 с фланцевым двойным сгибом на конце может быть удалена и обработана путем возврата роликов в исходное положение, как показано на фиг. 3.
Сборку фланцевого соединения можно увидеть на фиг. 7 и 8, которые снабжены уже используемыми ссылочными позициями. Следует отметить, что в результате складывания язычка 4 складывания воздушный зазор 3 , который является относительно большим на фиг. 7 сокращено на фиг.8 к воздушному зазору 3 ′. Этим объясняется наблюдаемый на практике эффект постоянной упругости и, следовательно, уплотнение внутри фальцевого соединения.
Способ изготовления внутренней двойной складки 1 , как описано со ссылкой на фиг. 3-6, превращается в устройство, показанное на фиг. С 9 по 11.
Как показано на фиг. 9, смещаемый формующий ролик 10 и подающий ролик 11 установлены в салазках 37 , которые также могут перемещаться.Ролик 10 закреплен на приводном валу 12 осевым креплением 22 , выполненным в виде винтового соединения с клином. На нижней стороне приводного вала 12 также имеется клин 14 , который соединен с гидравлическим двигателем 26 посредством карданного вала 24 . Вал 12 установлен в ползуне 7 с возможностью вращения на роликовых подшипниках 16 a и 16 b , ползун 37 , в свою очередь, перемещается с помощью гидравлического цилиндра 31 с поршневым штоком.Еще один гидроцилиндр 30 несколько меньшего размера расположен на нем, закреплен болтами 35 и зацепляется своими поршневыми штоками 30 ‘на штифте 33 , который вставлен в ползун 38 , также перемещаемый. Дополнительные роликовые 5 подшипники 18 a и 18 b , которые расположены концентрично относительно вала 12 и которые своими внутренними кольцами установлены на подающем ролике 11 , выполненном с нижней стороны как полый вал, расположены в суппорте 38 .Кроме того, между валом 12 и отверстием подающего ролика 11 имеется цилиндрическая полость 39 . Корпус роликовых подшипников 18 a , 18 b обозначен как 18 ′; зазор, необходимый для свободного вращения роликов 10 и 11 , обозначен L.
Вал 12 установлен в ползуне 7 с возможностью вращения на роликовых подшипниках 16 a и 16 b , ползун 37 , в свою очередь, перемещается с помощью гидравлического цилиндра 31 с поршневым штоком.Еще один гидроцилиндр 30 несколько меньшего размера расположен на нем, закреплен болтами 35 и зацепляется своими поршневыми штоками 30 ‘на штифте 33 , который вставлен в ползун 38 , также перемещаемый. Дополнительные роликовые 5 подшипники 18 a и 18 b , которые расположены концентрично относительно вала 12 и которые своими внутренними кольцами установлены на подающем ролике 11 , выполненном с нижней стороны как полый вал, расположены в суппорте 38 .Кроме того, между валом 12 и отверстием подающего ролика 11 имеется цилиндрическая полость 39 . Корпус роликовых подшипников 18 a , 18 b обозначен как 18 ′; зазор, необходимый для свободного вращения роликов 10 и 11 , обозначен L.
Противоположная пара роликов, а именно формовочный ролик 20 и нижний ролик 21 , примыкающие к зазору L, являются разработан аналогичным образом.Однако, в отличие от предыдущего, предусмотрен блок 44 формовочных роликов, который прикреплен к машине, то есть неподвижен. Ролик 21 закреплен на приводном валу 13 осевым креплением 23 , выполненным в виде винтового соединения с клином. Приводной вал 13 также имеет внизу клин 15 , который соединен с гидравлическим двигателем 27 посредством карданного вала 25 . Вал 13 установлен в блоке 44 с возможностью вращения на роликовых подшипниках 17 a и 17 b .На нем расположен гидроцилиндр 32 , закрепленный болтами 36 и взаимодействующий своими поршневыми штоками 32 ‘на штифте 34 , который вставлен в подвижный суппорт 45 . Роликовые подшипники 19 a и 19 b , которые расположены концентрически относительно вала 13 и которые установлены своими внутренними кольцами на подвижном ролике 21 , выполненном с нижней стороны как полый вал расположены на слайде 45 .Корпус роликовых подшипников 19 a , 19 b обозначен как 19 ‘, 19 ″; имеющееся цилиндрическое воздушное пространство обозначено 40 . Обрабатываемая формованная деталь 6 опирается на опору и скользящую поверхность рабочего стола 29 .
Роликовые подшипники 19 a и 19 b , которые расположены концентрически относительно вала 13 и которые установлены своими внутренними кольцами на подвижном ролике 21 , выполненном с нижней стороны как полый вал расположены на слайде 45 .Корпус роликовых подшипников 19 a , 19 b обозначен как 19 ‘, 19 ″; имеющееся цилиндрическое воздушное пространство обозначено 40 . Обрабатываемая формованная деталь 6 опирается на опору и скользящую поверхность рабочего стола 29 .
Гидравлические компоненты подаются через центральный гидравлический блок 50 , который размещен на станине машины и от которого гидравлические линии 49 проходят к управляющим и приводным элементам.
Изображение сечения A-A вала 12 на РИС. 9 показан на фиг. 10 и показаны описанные выше компоненты и, кроме того, два шарикоподшипника линейного перемещения 41 , 42 , втулки 41 ‘и 42 ‘, из которых вставлены в ползун 37 . Сбоку видна крепежная рама 46 в станине станка со сваркой 10 швов 47 .
Резьбовые отверстия 28 , которые используются для крепления боковых пластин и направляющих 38 ‘ползуна 38 , привинченного к ним и аналогично смещаемого, предусмотрены в подвижном суппорте.Сдвижная часть 18 ″ одновременно является корпусом роликовых подшипников 18, , , , , 18, , , b, . Слайд 45 , показанный на ФИГ. 9 выполнен аналогичным образом.
Отдельные части можно снова увидеть на виде сверху согласно фиг. 11, а также направляющие пластины 45 ‘, ранее не обозначенные, и дополнительно регулировочные винты 48 , которые используются для ограничения траектории и установки траектории смещения ползунов 38 и 45 .
Режим работы устройства для экономичного производства высококачественных и воспроизводимых двойных складок в форме фланца легко реконструировать с помощью фиг. 3–6 и сопутствующее описание. Дальнейшие детали конструкции устройства соответствуют конструкции машины согласно EP-Al-0 998 997.
Адаптация расстояний между роликами 10 , 11 и 20 , 21 происходит в простейшим образом с помощью промежуточных колец 30 (не показаны) и соответственно влияет на зазор L.Таким образом, можно легко повлиять на пластичность и упругость фланцевого двойного изгиба и оптимизировать его, что также в совокупности определяет срок службы роликов и износ формованной детали 6 .
При практическом испытании соединений фальцевого шва в соответствии с изобретением были измерены потери утечки, которые были по крайней мере на 20 9 .T лучше, чем положения согласно EUROVENT, класс C. ширина фальца от 4.От 0 до 12,0 мм при измерении по внутренней двойной складке.
Предварительным условием для этого, однако, является безотказное изготовление складок, которое возможно воспроизводимым образом с помощью устройства в соответствии с предметом изобретения.
Эти высококачественные соединения фальцевым швом особенно важны при обработке, технологии чистых помещений и т. Д., В которых неопределенные утечки могут привести к опасностям всех типов. В этом случае предмет изобретения также позволяет использовать недорогие сегменты труб в сочетании с хорошо известными спиральными трубами вместо, как обычно, дорогих сварных труб с соответствующими соединениями и / или соединениями, герметизированными упругими вставками. .Кроме того, сокращается потребность в техническом обслуживании агрегатов этого типа, поскольку металлические уплотнения, как правило, не подвержены износу.
Что касается дальнейшего развития, устройство может быть автоматизировано, например, произведенные соединения гнутым швом сохраняются во всех настройках машины и параметрах управления, а затем используются для массового производства. Для этого можно использовать уже известные в принципе «обучающие программы» в сочетании с измерительными датчиками (датчиками и т. Д.).).
Д.).).
Специалистам в данной области техники будет также понятно, что модификации и варианты описанного выше соединения фальцевым швом, способа его изготовления и устройства могут быть выполнены без отступления от идей изобретения, раскрытых в данном документе. Соответственно, изобретение не следует рассматривать как ограниченное, за исключением объема и сущности прилагаемой формулы изобретения.
Муфты без ступицы изменили мир сантехники
В 1960-х годах муфты No-Hub были следующей лучшей новинкой в области сантехники, появившейся на рынке и преобразовавшей чугунные дренажные трубы.Это произошло незадолго до того, как пластиковые трубы стали доступными и приемлемыми в сантехнической промышленности и снова изменили отрасль. В этой статье мы надеемся предоставить вам не только краткую историю, но и полезную информацию об универсальности бесцентровых муфт и их возможности также использовать для пластиковых трубопроводов.
История муфт без ступицы
Муфты без ступицы революционизировали установку чугунных дренажных труб, превратив опасную, утомительную работу квалифицированных мастеров в более простое, быстрое, безопасное занятие с меньшим количеством инструментов.
До того, как были изобретены бесступенчатые муфты, чугунные трубопроводы ступицы и втулки должны были соединяться с фитингами со ступицами или раструбами с использованием свинца, дуба, плавильных котлов, горелок, специальных зажимов, чугунных ковшей, направляющих для стыков и чугунов.
Все эти инструменты были необходимы для того, чтобы сантехник мог залить расплавленный свинец в фитинг и заставить свинец равномерно обтекать всю трубу и должным образом герметизировать фитинг. Этот метод был признан наилучшим способом соединения и герметизации труб.Вам нужно было не только пройти обучение, но и пройти годы практики сначала в качестве ученика, а затем в качестве подмастерья, прежде чем вас можно было бы считать мастером-сантехником в этой области.
В 1950-х гг. Вспыхнул бум жилищного строительства. Акт о переустройстве военнослужащих 1944 года, получивший название G.I. Билл предоставил ветеранам вооруженных сил доступ к доступному высшему образованию. Это, в свою очередь, привело к появлению высокообразованных и продуктивных сотрудников, и американские компании были готовы платить большие деньги за управленческие и инженерные навыки.Недорогая нефть из отечественных скважин помогала двигателям промышленности двигаться вперед. Новые достижения в области науки и техники повысили производительность труда. А поскольку любые потенциальные конкуренты в Азии и Европе находились в процессе восстановления от последствий разрушений, вызванных Второй мировой войной, наша экономика процветала, начался бэби-бум, и отчаянно требовалось новое жилье.
Когда жилищный бум был в самом разгаре, сантехнические и строительные подрядчики пришли к выводу, что соединение труб со свинцом и дубом больше не является рентабельным, поскольку требует слишком много времени и труда.Строители поняли, что им нужен гораздо более быстрый способ подключения труб и снижение затрат на строительство. Американская трубная промышленность нашла и создала решение с конструкцией экранированной муфты без ступицы.
Но разве такое простое может быть лучше свинца и дуба? Новые идеи не всегда легко приемлемы, потому что люди склонны быть скептичными до тех пор, пока что-то не станет лучше. К концу 1960-х подрядчики начали понимать, что муфта без ступицы — это не просто «пластырь», а жизнеспособный качественный продукт, который действительно был прочным и надежным и выдерживал испытание временем.
Как видите, изобретение муфт без ступицы значительно упростило процесс установки дренажной трубы, и всего за 15 минут обучения установка ступиц и втулки, а также установка дубовых труб вскоре ушли в прошлое.
Когда, где и почему вам может понадобиться муфта без ступицы
Чугунные трубопроводы по-прежнему используются в большинстве коммерческих зданий, таких как больницы, гостиницы, автосалоны, банки, офисные здания, школы, магазины смазочных материалов и множество других объектов. Несмотря на то, что трубы из АБС или ПВХ могут использоваться для коммерческих зданий в соответствии с Единым сантехническим кодексом (UPC), часто другие местные или государственные строительные нормы могут указывать использование чугунных труб по разным причинам. Некоторые нормы и правила ограничивают использование пластиковых трубопроводов не более чем двухэтажными зданиями. Некоторые здания могут подпадать под местные нормы по охране здоровья или безопасности, и могут быть указаны чугунные трубы, поскольку они не подвержены горению, как трубы PVC или ABS , в случае возникновения пожара.
Несмотря на то, что трубы из АБС или ПВХ могут использоваться для коммерческих зданий в соответствии с Единым сантехническим кодексом (UPC), часто другие местные или государственные строительные нормы могут указывать использование чугунных труб по разным причинам. Некоторые нормы и правила ограничивают использование пластиковых трубопроводов не более чем двухэтажными зданиями. Некоторые здания могут подпадать под местные нормы по охране здоровья или безопасности, и могут быть указаны чугунные трубы, поскольку они не подвержены горению, как трубы PVC или ABS , в случае возникновения пожара.
Чугунные трубы часто используются во многих жилых многоэтажных домах, поскольку они обеспечивают более тихий поток сточных вод, чем пластмассы ABS или PVC. Если вы когда-нибудь были в комнате на первом этаже двухэтажного здания, где был установлен АБС или ПВХ и кто-то смывает воду в туалете наверху, вы поймете, что мы имеем в виду.
Хотя бесцентровые муфты были разработаны для чугуна, они также являются очень удобным способом ремонта АБС или ПВХ. Они могут быть особенно полезны, когда трубопровод находится в труднодоступном месте или трубу невозможно сдвинуть ни в одном направлении, чтобы можно было произвести ремонт с помощью соединительной муфты на основе растворителя (клеевого соединения).Трубу можно разрезать, чтобы удалить поврежденный участок, и можно установить бесцентровую муфту вместе с заменяемым трубопроводом.
Трубопроводы из АБС и ПВХ сортамента 40 имеют немного больший внешний диаметр, чем чугунные трубы. При сравнении внешнего диаметра чугуна 1-1 / 2 «или 2» с трубой из АБС / ПВХ 1-1 / 2 или 2 «существенной разницы нет. Для этих двух меньших размеров вы можете использовать муфту без ступицы, чтобы без проблем подсоединить ABS или PVC непосредственно к чугунным трубам. Однако, если вы используете муфту без ступицы для соединения 3-дюймового или 4-дюймового чугуна с АБС или ПВХ, вы заметите более выраженную разницу между внешними диаметрами чугуна и трубы из АБС или ПВХ.
Чтобы упростить адаптацию АБС и ПВХ к чугуну, производители фитингов из АБС и ПВХ создали переходник без ступицы из АБС и ПВХ. Одна сторона приклеивается к АБС или ПВХ, а другая — того же размера, что и чугунная труба без ступицы. Без использования этих специальных адаптеров внутренняя прокладка муфты без ступицы будет слишком растягиваться и не обеспечит наилучшего возможного уплотнения. Примечание. АБС и ПВХ несовместимы для склеивания, поэтому, если вы используете ПВХ, вам понадобится переходник без ступицы из ПВХ, а если вы используете АБС, вам понадобится переходник без ступицы из АБС.
Как установить муфту без ступицы
МуфтыNo-Hub имеют внутреннюю прокладку из синтетической резиновой смеси, полихлоропрена (неопрена). Внутренняя прокладка окружена внешним экраном или лентой из нержавеющей стали с червячными зажимами из нержавеющей стали, стратегически приклепанными к экрану, чтобы удерживать их на месте. Нержавеющая сталь серии 300 используется для обеспечения устойчивости к коррозии. С помощью динамометрического ключа без ступицы установщик прикладывает крутящий момент 60 дюйм-фунт к винту с шестигранной головкой 5/16 дюйма для оптимальной и правильной сборки.
Шаг 1: Просто сначала сдвиньте внешний экран из нержавеющей стали по трубе и вниз. Затем наденьте внутреннюю прокладку на трубу.
Шаг 2: Затем внутреннюю прокладку можно поместить на конец трубы и отогнуть вниз, чтобы выровнять трубу на месте достаточно близко, чтобы ее снова загнуть на трубу.
Шаг 3: Снова загните внутреннюю прокладку на трубу.
Шаг 4: И, наконец, наденьте экран на прокладку и затяните зажимы.Для правильной затяжки используйте динамометрический ключ на 60 дюймов на фунт
Не путать с …
Муфта без ступицы Гибкая муфта Муфты без ступицы часто путают с гибкими резиновыми муфтами, которые представляют собой резиновую муфту с гораздо более толстыми стенками и двумя зажимами из нержавеющей стали, но обычно не включают в себя экран из нержавеющей стали. Как определено в разделе 705.4.2 Единых правил по сантехнике. Экранированная муфта с механическим соединением для чугунных труб и фитингов без рукавов должна иметь металлический экран при установке над землей.Гибкие резиновые муфты с зажимами из нержавеющей стали без экрана предназначены для использования под землей.
Как определено в разделе 705.4.2 Единых правил по сантехнике. Экранированная муфта с механическим соединением для чугунных труб и фитингов без рукавов должна иметь металлический экран при установке над землей.Гибкие резиновые муфты с зажимами из нержавеющей стали без экрана предназначены для использования под землей.
Экран муфты без ступицы предназначен для адаптации к изменениям диаметра соединяемых труб. При затягивании червячных зажимов из нержавеющей стали гофрированный экран сцепляется сам с собой. При дальнейшем затягивании давление прилагается как параллельно, так и поперек внутренней прокладки, прижимая ее к трубе и обеспечивая прочное надежное уплотнение. Экран удерживает трубы вровень друг с другом, предотвращая провисание или смещение, которое может порезать или сломать внутреннюю прокладку.Прокладка создает уплотнение между трубами (или трубой с фитингом), а также помогает предотвратить вырывание труб или фитингов из муфты.
Мы надеемся, что предоставили вам ответы на любые вопросы, которые могут у вас возникнуть по бесступенчатым муфтам, а если нет, сообщите нам об этом. Как видите, бесцентровые муфты можно использовать во многих сферах, которые могут сделать работу с водопроводом немного проще и, возможно, более приятной, но при этом обеспечить надежное и надежное соединение.
Mainline — RehabZone
Спреи для бетона и цемента Геополимерные покрытия и футеровкиГеополимерные покрытия и футеровки используются при восстановлении водопропускных труб и дренажных сооружений.Продукт обычно изготавливается методом центрифугирования и применяется для обеспечения однородной облицовки бетона и гофрированных водопропускных труб
Gunite / Shotcrete Торкрет-бетон, созданный в США в 1907 году, является всеобъемлющим термином для описания распыления бетон или строительный раствор, который может быть получен с помощью процесса сухого или влажного смешивания. Gunite относится только к процессу сухой смеси, при котором сухая цементная смесь выдувается через шланг к соплу, где вода впрыскивается непосредственно перед нанесением.Поскольку полное смешивание воды и сухих ингредиентов в насадке невозможно, смешивание завершается, когда материал сталкивается с принимающей поверхностью посредством манипуляций с насадкой. Для этого требуется очень высококвалифицированный специалист по форсунке, особенно в случае толстых или сильно армированных секций. Он используется для восстановления трубопроводов, стабилизации откосов, восстановления конструкций и нового строительства.
Gunite относится только к процессу сухой смеси, при котором сухая цементная смесь выдувается через шланг к соплу, где вода впрыскивается непосредственно перед нанесением.Поскольку полное смешивание воды и сухих ингредиентов в насадке невозможно, смешивание завершается, когда материал сталкивается с принимающей поверхностью посредством манипуляций с насадкой. Для этого требуется очень высококвалифицированный специалист по форсунке, особенно в случае толстых или сильно армированных секций. Он используется для восстановления трубопроводов, стабилизации откосов, восстановления конструкций и нового строительства.
Поскольку бетон центробежно заливается равномерно по внутренней части трубы, головка для нанесения отводится двигателем с компьютерным управлением с правильно рассчитанной скоростью, чтобы гарантировать равномерную толщину, заданную инженером.Вращающуюся машину можно запускать и останавливать по мере необходимости без стыков или зазоров, в результате чего получается бесшовная, высокопрочная, полностью структурная труба.
Оборудование и материалы
Самоходные роботы-резаки / камеры-роботы Современные самоходные режущие инструменты с дистанционным управлением специально разработаны для удаления выступающих метчиков и выравнивания смещенных стыков перед CIPP подкладка, и быстро восстановить сервисные соединения. Эти шлифовальные / режущие роботы оснащены камерой панорамирования / наклона, которая включает в себя устройство для промывки линз, что позволяет одному устройству выполнять работы по ремонту труб, получая доступ только к одному единственному люку, и гарантируя оператору чистый и четкий обзор роботизированной работы выполняется.Эти роботы также способны резать прямо вперед и под углом 360 градусов, что позволяет роботу шлифовать и ползать через смятую, застывшую на месте футеровку труб. Сегодня роботы оснащены для вставки механических заглушек в сервисные боковые соединения, шлифовки, обрезки, восстановления, долбления, видеонаблюдения и установки уплотнений главного и бокового соединений CIPP.
Седловое тройниковое соединение представляет собой трехкомпонентный компрессионный фитинг, предназначенный для обеспечения водонепроницаемого соединения с любым типом магистральной трубы, пригодным для испытаний на воздух.Боковые соединения доступны в размерах от 2 до 30 дюймов практически для любого типа широко используемых труб. Для установки тройника необходимо сделать в магистрали отверстие по размеру бокового. Кольцевые пилы необходимо заказывать у производителя, так как они имеют размер, соответствующий фурнитуре. Они доступны во всех конфигурациях, в зависимости от типа разрезаемого материала. После прорезания отверстия резиновую втулку устанавливают в основную трубу. К каждому фитингу прилагаются направляющие линии и инструкции по установке.После установки втулки ступица из ПВХ устанавливается с помощью небольшого молотка. Эта часть установки придает фитингу необходимое прижимание к боковой стенке основной трубы, обеспечивая водонепроницаемое уплотнение. Лента из нержавеющей стали устанавливается в последнюю очередь перед тем, как арматура готова к засыпке.
Торцевые уплотнения люка для установки футеровки трубыТорцевые уплотнения люка для установки футеровки трубы обеспечивают водонепроницаемое уплотнение трубы футеровки на стенке люка.Некоторые торцевые уплотнения сконструированы для соединения магистрали и колодца в форме низкопрофильной втулки, состоящей из гидрофильного неопренового материала, который набухает при контакте с водой, создавая уплотнение с компрессионной прокладкой, аналогичное уплотнению при установке новой трубы.
Другие конструкции включают внутреннее резиновое уплотнение, которое устанавливается поверх футеровки и основной трубы. Эта уникальная конструкция захватывает резину и прижимает ее к основной трубе и новому вкладышу CIPP, создавая прочное механическое уплотнение.
Отвержденные на месте трубные уплотнения могут использоваться для ремонта мелких дефектов в трубах без футеровки вблизи их соединения с люками и могут использоваться для герметизации CIPP на стенках люков или облицовках люков.
Гнутые футеровки труб — это термопластические материалы, которые можно использовать в самотечных коллекторах, водопропускных трубах, промышленных трубопроводах, канализационных и водопроводных магистралях.
Как это работает:- Гнутые футеровки труб экструдируются круглой формы и обычно деформируются и наматываются на катушку
- Вкладыши повторно закругляются с помощью регулируемого пара и давления
- Внешний диаметр плотно прилегает к существующей трубе
HDPE
Сложенный полиэтилен высокой плотности (HDPE) коммерчески доступен в размерах от 6 дюймов до 24 дюймов.Чаще всего используются канализационные линии размером от 6 дюймов до 12 дюймов. Больший диаметр обычно используется для ремонта напорных трубопроводов и водопропускных труб. Сложенный HDPE экструдируется в круглой форме, складывается и наматывается на катушки для доставки на объект. В полевых условиях сложенная труба поднимается на место, а затем разворачивается, чтобы плотно прилегать к основной трубе. Процесс разворачивания осуществляется за счет применения давления воздуха и пара. Чтобы обеспечить плотную посадку и отсутствие перемещений футеровки после установки, подрядчик выполняет точную процедуру повторного закругления, чтобы отжечь любые остаточные установочные напряжения и растяжение трубы HDPE.Размер футеровки обычно на 2-2,5% меньше, чем размер основной трубы, чтобы обеспечить плотную посадку, которая ограничивает необходимое растяжение и обеспечивает постоянную толщину стенки. Как правило, служебные соединения дома повторно подключаются с помощью роботов, не требуя земляных работ.
ПВХ
Гнутый поливинилхлорид (ПВХ), в зависимости от производителя, доступен в размерах от 6 дюймов до 24 дюймов, а в некоторых случаях и до 30 дюймов. В системах бытовой канализации он обычно устанавливается размером от 6 дюймов до 15 дюймов.Возможны отводы до 90 ° .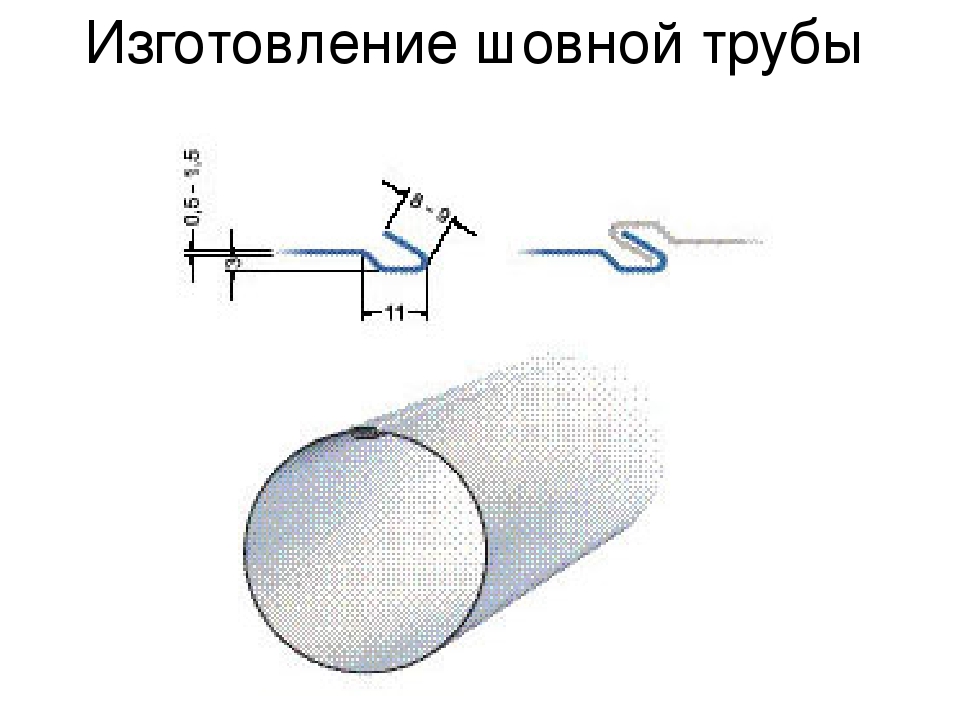 Гнутый ПВХ экструдируется круглой формы, деформируется и наматывается на катушки для доставки на объект. В полевых условиях моток трубы помещается в паровой шкаф, чтобы размягчить материал и установить его на место с помощью лебедки. Свернутый ПВХ затем реформируется, чтобы плотно прилегать к основной трубе, используя давление воздуха и пар. Как правило, служебные соединения дома повторно подключаются с помощью роботов, не требуя земляных работ.
Гнутый ПВХ экструдируется круглой формы, деформируется и наматывается на катушки для доставки на объект. В полевых условиях моток трубы помещается в паровой шкаф, чтобы размягчить материал и установить его на место с помощью лебедки. Свернутый ПВХ затем реформируется, чтобы плотно прилегать к основной трубе, используя давление воздуха и пар. Как правило, служебные соединения дома повторно подключаются с помощью роботов, не требуя земляных работ.
Материалы стабильны при хранении и подлежат переработке.Термоформованные футеровки были успешно установлены на непрерывную длину до 1500 LF.
Инжекционная заливка Трубные соединения и трещиныИнъекционная затирка — это процесс герметизации грунта с двухкомпонентным химическим раствором, вводимым под низким давлением через дефекты трубы в почву и пустоты вокруг магистральной трубы, боковых сторон, боковых соединений, конструкции колодцев и в затрубное пространство облицованной трубы для предотвращения утечек, стабилизации грунта и контроля инфильтрации.Неструктурное уплотнение достигается за счет заполнения пустот между зернами почвы на внешней стороне конструкций. Затирочные смеси, добавки и методы затирки обеспечивают длительный ремонт.
Хотя многие трубопроводы кажутся конструктивно прочными, целостность стыка (водонепроницаемость), вероятно, была потеряна из-за ухудшения материала уплотнения стыка. В результате проникновение и штрафы попадут в трубопровод. Инфильтрация является основной причиной структурного разрушения, и заливка цементным раствором является наиболее экономичной до структурного разрушения системы сбора.Инъекционная затирка успешно используется на протяжении более 50 лет многими коммунальными предприятиями в США. Ключ к успешному использованию инъекционной затирки заключается в выборе правильных смесей для затирки и процедуре закачки, чтобы гарантировать, что пустоты в почве вокруг стыка должным образом заполнены.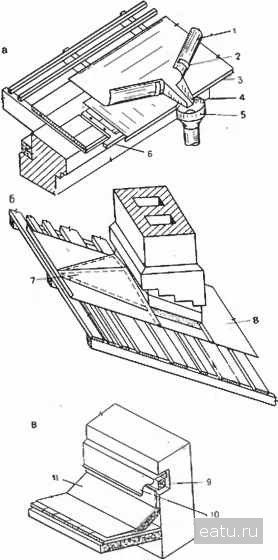 Распространенный миф или заблуждение о том, что инъекционный раствор длится всего два-три года; что он обезвоживается, трескается и / или распадается. Когда акриламидный или акриловый раствор правильно смешивается и вводится, а затем вводится в почву с относительной влажностью 72%, он не будет обезвоживаться.Практически все канализационные трубы прокладываются на глубинах, где почва соответствует этому критерию. В районах, подверженных сезонному пересыханию, в раствор можно добавлять такие добавки, как этиленгликоль и латекс, чтобы замедлить обезвоживание залитой грунтом.
Распространенный миф или заблуждение о том, что инъекционный раствор длится всего два-три года; что он обезвоживается, трескается и / или распадается. Когда акриламидный или акриловый раствор правильно смешивается и вводится, а затем вводится в почву с относительной влажностью 72%, он не будет обезвоживаться.Практически все канализационные трубы прокладываются на глубинах, где почва соответствует этому критерию. В районах, подверженных сезонному пересыханию, в раствор можно добавлять такие добавки, как этиленгликоль и латекс, чтобы замедлить обезвоживание залитой грунтом.
В качестве первой защиты от инфильтрации целостный подход с инъекцией цементного раствора во всех четырех точках входа продлит срок службы подземных объектов, снизит поток на очистные сооружения, повысит производительность и минимизирует частоту и стоимость очистки или очистки канализационных сетей.
Уплотнение главного / бокового соединения
Соединение подготовлено для герметизации с помощью робота для резки / фрезерования, управляемого дистанционно с грузовика над землей. Сломанная или поврежденная стенка трубы удаляется фрезерованием, открывая большие проходы для впрыснутой смолы и обнажая новую трубу, свободную от жира и мусора. После подготовки к фрезерованию пакер магистральной линии устанавливается на соединение изнутри канализационной магистрали. Из основного пакера боковой пузырь спускается вверх в боковой 18-24 ”.И основной пакер, и боковой баллон надуваются, изолируя подготовленное соединение для инъекции. Двухкомпонентная смола или эпоксидный материал вводится под давлением в изолированную зону. Смола проникает в грунт и пустоты, окружающие боковое соединение трубы, структурно восстанавливая подстилку и пружинную опору для соединения. Одновременно смола связывается с очищенными новыми поверхностями труб, открытыми на этапе подготовки к фрезерованию.
Замена трубы
Разрыв трубы Разрыв трубы многие называют бестраншейной технологией, тогда как на самом деле это технология «без траншеи». В переводе это означает, что требуются некоторые раскопки, но значительно меньше, чем при традиционных методах раскопок и замены. Разрыв трубы, в основном применимый для замены «рыхлых» или «хрупких» материалов, также иногда называют «растрескиванием трубы». «Расщепление труб» более правильно относится к замене таких материалов, как высокопрочный чугун, пластмассовые и стальные трубы.
В переводе это означает, что требуются некоторые раскопки, но значительно меньше, чем при традиционных методах раскопок и замены. Разрыв трубы, в основном применимый для замены «рыхлых» или «хрупких» материалов, также иногда называют «растрескиванием трубы». «Расщепление труб» более правильно относится к замене таких материалов, как высокопрочный чугун, пластмассовые и стальные трубы.
В отличие от технологий систем футеровки, разрыв трубы — это система замены трубы. Существующая основная труба разрушается или заменяется новой трубой, изготовленной из различных материалов заводского производства.Эти новые материалы для труб предназначены для выдерживания условий полной нагрузки, возникающих при замене труб.
Разрыв труб — это уникальная система замены труб. В отличие от большинства технологий замены труб, разрыв трубы позволяет заказчику заменить существующую трубу не только на новую трубу с использованием труб из различных материалов, но и на трубу большего размера с более высокой пропускной способностью.
Разрыв труб в коммерческих целях используется в Европе с 1970-х годов. В начале 80-х годов прошлого века разрыв труб стал более популярным и использовался в первую очередь для разрушения тысяч миль неисправных чугунных газопроводов компании British Gas в Англии.
До конца 1970-х и начала 1980-х годов обновление канализационных сетей в Соединенных Штатах осуществлялось в основном за счет рытья старого изношенного трубопровода и его замены трубами из более новых материалов. Поскольку в США было разработано направленное бурение как эффективный инструмент для замены газопроводов малого диаметра, необходимость разрыва трубы не сразу стала очевидной.
Первоначально разрыв труб в основном использовался при замене труб из рыхлых материалов, которые трескались или раскалывались, чтобы можно было вставить заменяющий материал трубы, такой как чугун, бетон, цемент, глина и другие.В последующие годы технология разрыва труб расширилась и теперь включает замену таких материалов, как высокопрочный чугун, сталь и пластмассовые материалы для труб.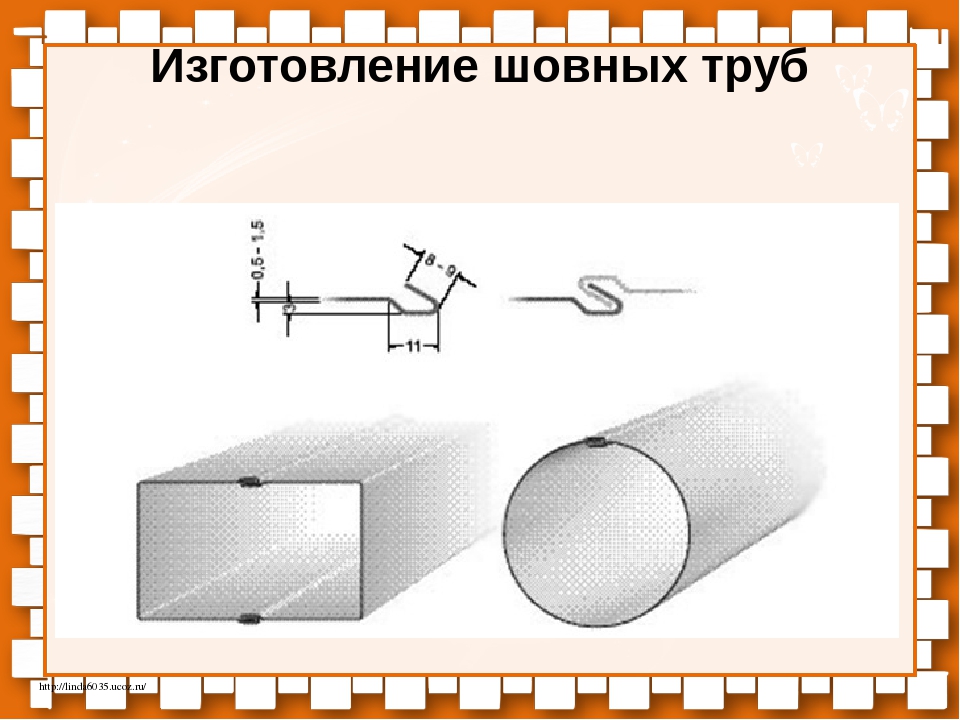 Технология разрыва труб может применяться в водопроводах, водопроводных соединениях, магистральных канализационных трубах, отводах канализационных сетей, газопроводах, газовых соединениях, промышленных, телефонных и других приложениях.
Технология разрыва труб может применяться в водопроводах, водопроводных соединениях, магистральных канализационных трубах, отводах канализационных сетей, газопроводах, газовых соединениях, промышленных, телефонных и других приложениях.
Технология развертывания труб включает использование оборудования для направленного бурения вместе с агрессивной трубной шлифовальной головкой, которая измельчает существующую трубу.При использовании соответствующих жидкостей в ходе операции образуется жидкая суспензия, которая затем перекачивается из приемного колодца во время операции установки. Во время операции расширения существующая труба шлифуется и не расширяется в окружающий грунт, что делает ее идеальным методом для тесных инженерных сетей и трубопроводов, построенных через ограждения, вблизи несжимаемых конструкций и почвы, а также для труб, ранее построенных в каменной траншее.
Разделение трубТехнология разделения труб — это система, в которой используется статическое давление для разрезания и разделения существующей трубы, ее расширения и вставки нового конструкционного заменяющего материала трубы.Система спроектирована таким образом, чтобы можно было увеличить размеры существующей сети, тем самым улучшив производительность и характеристики потока.
В этой технологии можно использовать различные материалы, включая HDPE, высокопрочный чугун, сталь и пластиковые трубы. Сервисные краны обычно выкапываются и повторно подключаются к недавно установленной трубе.
Технологический прогресс в восстановлении труб
То же качество, что и новая труба после ремонта
Открытый конкурс предусматривал формовку полиэтиленовых труб на месте.Из-за очень большой длины (до 620 м) ассоциация хотела, чтобы полиэтиленовые вкладыши формировались на месте. Футеровки Close-Fit обычно складываются на заводе, что означает, что в этом проекте к этой системе футеровки предъявляются новые требования. Контракт был заключен с строительной компанией RTi Austria, расположенной в Альтенберге-бай-Линц, Австрия, которая специализируется на ремонте труб. RTi использует футеровку Close-Fit от AGRU для ремонта напорных трубопроводов, которые для этого проекта изготовлены из полиэтилена 100-RC. Этот материал устойчив к точечным нагрузкам и стрессовым трещинам.Футеровка Close-Fit представляет собой сложенную трубу, которую легко вставить в старую трубу, нуждающуюся в ремонте, из-за ее уменьшенного поперечного сечения. Эффект запоминания сложенной футеровки Close-Fit позволяет ей преобразовывать себя в круглую трубу после установки, используя давление и температуру. Это приводит к тому, что футеровка Close-Fit плотно прилегает к старой трубе и образует с ней фрикционное соединение. Этот метод позволяет сохранить максимально возможное внутреннее поперечное сечение в старой трубе и полностью избежать кольцевого зазора.Поверхность лайнера AGRU Close-Fit остается гладкой на протяжении всего срока службы, что улучшает текучесть канализационного трубопровода. Отремонтированный таким образом трубопровод имеет такое же качество, как и новая труба, с сопоставимым сроком службы в несколько десятилетий. В такой отремонтированной трубопроводной системе больше нет шансов на проникновение корней, коррозию, истирание или отложения.
Контракт был заключен с строительной компанией RTi Austria, расположенной в Альтенберге-бай-Линц, Австрия, которая специализируется на ремонте труб. RTi использует футеровку Close-Fit от AGRU для ремонта напорных трубопроводов, которые для этого проекта изготовлены из полиэтилена 100-RC. Этот материал устойчив к точечным нагрузкам и стрессовым трещинам.Футеровка Close-Fit представляет собой сложенную трубу, которую легко вставить в старую трубу, нуждающуюся в ремонте, из-за ее уменьшенного поперечного сечения. Эффект запоминания сложенной футеровки Close-Fit позволяет ей преобразовывать себя в круглую трубу после установки, используя давление и температуру. Это приводит к тому, что футеровка Close-Fit плотно прилегает к старой трубе и образует с ней фрикционное соединение. Этот метод позволяет сохранить максимально возможное внутреннее поперечное сечение в старой трубе и полностью избежать кольцевого зазора.Поверхность лайнера AGRU Close-Fit остается гладкой на протяжении всего срока службы, что улучшает текучесть канализационного трубопровода. Отремонтированный таким образом трубопровод имеет такое же качество, как и новая труба, с сопоставимым сроком службы в несколько десятилетий. В такой отремонтированной трубопроводной системе больше нет шансов на проникновение корней, коррозию, истирание или отложения.
Формование на месте
18-метровые секции плотно прилегающей футеровки (OD 400 мм, SDR 26), поставляемые AGRU, соединяются в колонны труб длиной от 440 до 624 м на месте установки с помощью стыковой сварки с нагретым элементом.Они соответствуют длине втягивания, указанной в тендере. Обычно AGRU доставляет вкладыши Close-Fit к месту установки в сложенном виде и намотанным на катушки. Однако из-за необычной длины затяжки в данном конкретном случае поперечное сечение гильзы на месте должно иметь форму буквы U. Поэтому AGRU оснастила рабочую бригаду формовочной машиной AGRU с двумя гусеничными взлетами. Чтобы сформировать футеровку, RTi сначала протягивает сварные гирлянды через секцию нагрева, специально разработанную для этого места установки, чтобы нагреть трубу примерно до 80 ° C. Сразу после секции нагрева колонна труб проходит через формовочную установку AGRU. Это деформирует O-образную трубу в U-образную форму, уменьшая при этом поперечное сечение на 15%. Чтобы обеспечить сохранение желаемой U-образной формы после процесса охлаждения, труба фиксируется ремнями сразу после складывания.
Сразу после секции нагрева колонна труб проходит через формовочную установку AGRU. Это деформирует O-образную трубу в U-образную форму, уменьшая при этом поперечное сечение на 15%. Чтобы обеспечить сохранение желаемой U-образной формы после процесса охлаждения, труба фиксируется ремнями сразу после складывания.
Свинья в трубе
Еще одной проблемой на этом месте установки является поддержание работы канализации. Для этого устанавливается временный напорный трубопровод. Для этого бригада на объекте сваривает вместе полиэтиленовые трубы (OD 225 мм, SDR 26), поставляемые AGRU, для образования полиэтиленового трубопровода длиной 1800 м над землей.Он сливает сточные воды из трех приточных секций одновременно во время работы, а затем перемещается, как только эти секции будут отремонтированы. На следующем этапе очищаются ранее осушенные участки канализации. Для этого скребок с прикрепленными к нему щеточными ободами проталкивается через трубу в качестве устройства для очистки и осмотра. Во второй раз скребок проталкивается исключительно сжатым воздухом, чтобы удалить оставшуюся воду в трубе.
U возвращается в O
Для того, чтобы втягивать U-образную секцию гильзы, RTi использует высокую гибкость гильзы AGRU Close-Fit, которая допускает даже самые маленькие радиусы изгиба.Используя тяговую головку, приваренную к колонне труб, лебедка протягивает отдельные колонны труб в очищенные участки канализации. Затем RTi нагнетает давление в каждую колонну труб паром, нагретым до 120 ° C. В результате сложенный вкладыш Close-Fit восстанавливается до своей первоначальной круглой формы. Поскольку внешний диаметр футеровки точно соответствует внутреннему диаметру старой трубы, новая труба прилегает к внутренней стенке литой трубы как вторая кожа.
Затем отдельные трубы соединяются друг с другом.Это делается в конструкции вала с помощью фланцевых соединений. Для этого шахтные конструкции в районе монтажных ям перемещают и также защищают от подъема. Воздух из трубопровода осуществляется через тройники, вертикальные выходы которых соединены с вентиляционными клапанами.
Воздух из трубопровода осуществляется через тройники, вертикальные выходы которых соединены с вентиляционными клапанами.
Томас Пейрл, региональный менеджер RTi по северу, курирует это замечательное место установки и сказал: «Техническая задача была огромной. Формовка колонн труб длиной более 600 м на месте также была для нас новинкой.Компания AGRU оказала нам исключительно хорошую поддержку, предоставив хорошие технические консультации и свое формовочное устройство. Мы без проблем сформировали колонны труб на строительной площадке, практически не влияют на движение на дорогах и надеемся, что сможем уложиться в амбициозный график ».
Восстановление труб и бестраншейный ремонт труб в городских условиях
ВВЕДЕНИЕ
Ответственность за ремонт и техническое обслуживание трубопроводов несет организация, которая их установила.Основные трубопроводы, такие как межгосударственные акведуки, могут находиться в ведении федерального правительства или правительства штата. Региональная ливневая канализация, бытовая канализация и водопровод находятся в ведении уездных и городских властей. Коммунальные коммуникации (газопроводы, линии электропередачи, телефон, кабельное телевидение, Интернет и т. Д.) Обслуживаются данным коммунальным предприятием. Коммерческие линии обслуживания и трубопроводы всех видов обычно устанавливаются и ремонтируются предприятиями и владельцами собственности, которые установили эти соединения, а также домовладельцами и владельцами индивидуальных предприятий.
Все вышеперечисленное объединяет одно: желание сэкономить за счет минимизации затрат на ремонт, обслуживание и восстановление. Важно отметить, что обслуживание и ремонт — это разные вещи. Техническое обслуживание выполняется, чтобы свести к минимуму вероятность ремонта, и выполняется через регулярные плановые интервалы. Ремонт внеплановый и проводится по мере необходимости. С другой стороны, реабилитация — это совсем другое дело: восстановление чего-либо в исходное состояние. Когда этого требуют возраст или физические повреждения, трубопроводные системы могут нуждаться в полной реабилитации вместо стандартного обслуживания или необходимого ремонта.
Когда этого требуют возраст или физические повреждения, трубопроводные системы могут нуждаться в полной реабилитации вместо стандартного обслуживания или необходимого ремонта.
Поскольку трубопроводы часто зарыты в землю, они иногда не видны и не видны. И хотя возраст является общим показателем состояния трубопровода, на самом деле нет способа точно предсказать, какой участок трубопровода выйдет из строя в любой момент времени. Таким образом, хотя техническое обслуживание трубопровода выполняется на регулярной основе, и наблюдения, сделанные во время этих операций, могут предоставить ценную информацию о текущем состоянии трубопровода, ремонт и восстановление трубопровода, по определению, непредсказуемы.
Необходимость в эффективной, незаметной реабилитации трубопроводов чаще возникает в городских условиях, чем в сельской местности. В то время как трубы могут выйти из строя или повредиться в стране, их плотность на единицу площади намного меньше, чем в густонаселенных городах, а влияние движения, вибрации оборудования, строительства и других воздействий для сравнения минимально. Кроме того, в сельской местности просто больше места для ремонта и восстановления труб. Методы, которые минимизируют влияние этих операций на окружающую деятельность и инфраструктуру, обычно не требуются.
Присоединяйтесь к нам в Атланте 18–22 августа 2019 года на StormCon, пятидневном специальном мероприятии, на котором можно поучиться у экспертов в различных областях, связанных с водой, . Делитесь идеями с коллегами из вашей области и из разных отраслей, исследуя новые методы и технологии управления ливневыми стоками. Подробности здесь
Делитесь идеями с коллегами из вашей области и из разных отраслей, исследуя новые методы и технологии управления ливневыми стоками. Подробности здесь Время проведения трубных работ зависит от типа рассматриваемых работ. Техническое обслуживание труб выполняется по регулярному графику, который определяется как физическими требованиями, так и бюджетными ограничениями.Ремонт происходит по мере необходимости, обычно в виде аварийных ремонтных работ, чтобы восстановить поврежденное энергосистему в рабочем состоянии. Бюджетные деньги найдутся в любом случае; У менеджеров коммунальных предприятий и их клиентов просто нет выбора.
С другой стороны, восстановление обычно происходит в конце длительного цикла эксплуатации трубопровода. Свидетельства возраста и износа трубопровода накапливаются с каждым циклом ремонта и могут быть оценены на основе полевых наблюдений за состоянием рассматриваемого коммунального предприятия.Учитывая долгосрочные прогнозы, основанные на полевых данных, отраслевых стандартах и информации о материалах производителя, деньги на эту работу часто могут быть предусмотрены в бюджете заранее за счет увеличения налогообложения или выпуска облигаций на развитие.
Есть много причин, по которым проводится санация трубопровода. Прежде всего, это состояние разрушающейся инфраструктуры нашей страны. По оценкам недавнего (2013 г.) исследования, проведенного Американским обществом инженеров-строителей (ASCE), к 2020 году потребуются инвестиции в размере 3,6 триллиона долларов для восстановления того, что по сути является основой нашей страны.
«На заре 21 века большая часть инфраструктуры питьевого водоснабжения подходит к концу. По оценкам, в США ежегодно происходит около 240 000 разрывов водопроводных магистралей. Если предположить, что каждую трубу необходимо будет заменить, стоимость в ближайшие десятилетия может составить более 1 триллиона долларов, по данным Американской ассоциации водопроводных сооружений [AWWA] ».
Что касается наших канализационных систем для сточных вод, «потребности в капиталовложениях в национальные системы сточных вод и ливневых вод оцениваются в 298 миллиардов долларов в течение следующих 20 лет.Трубы представляют собой самую большую потребность в капитале, составляющую три четверти общих потребностей. Установка и расширение труб решит проблемы, связанные с переливом канализационной канализации, комбинированным переливом канализации и другими проблемами, связанными с трубами. В последние годы потребности в капитале для очистных сооружений составляют от 15% до 20% от общих потребностей, но, вероятно, увеличатся в связи с новыми нормативными требованиями. Потребности в ливневых водах, хотя и растут, все еще невелики по сравнению с канализационными трубами и очистными сооружениями. С 2007 года федеральное правительство потребовало от городов инвестировать более 15 миллиардов долларов в новые трубы, заводы и оборудование для устранения комбинированных переливов канализационных сетей.”
Использование подходящих средств для ремонта может иметь решающее значение в том, будет ли ремонт длиться долгий срок или его нужно будет ремонтировать снова в краткосрочной перспективе.В дополнение к прогнозируемым огромным капитальным затратам, необходимым для восстановления наших трубопроводных систем, текущее плохое состояние наших трубопроводов приводит к сокращению эксплуатационных расходов из-за некоммерческой потери воды и загрязнения грунтовых и поверхностных вод из-за протекающих канализационных сетей. Недоходная потеря воды имеет место, когда вода теряется где-то между источником воды и потребителем воды, обычно из-за утечки.
Это физические потери, вызванные утечками, поломками и разливами. А относительно небольшие, но постоянные потери воды могут в конечном итоге привести к значительным потерям доходов от потребителей и финансовому бремени для водоканала. Те же самые утечки, которые приводят к потере воды, также могут стать входом для загрязняющих веществ, которые могут нанести вред качеству воды и поставить под угрозу здоровье населения, особенно если водопроводная линия совмещена с протекающим канализационным трубопроводом.
СРЕДА РЕАБИЛИТАЦИИ ТРУБ
Как упоминалось выше, именно городские районы, а не сельские районы, обычно нуждаются в методах восстановления труб.Причины тому — стесненные условия в городах. Эти ограничения бывают как горизонтальными, так и вертикальными.
В горизонтальном направлении работы по восстановлению труб ограничиваются необходимостью избегать блокирования транспортных потоков, как транспортных, так и пешеходных. Хотя автомобильное движение можно объехать, а тротуары закрыты для людей, по соображениям безопасности и коммерции часто необходимо поддерживать движение этих артерий как можно дольше. Автомобильное движение представляет собой серьезную проблему безопасности, которой можно избежать, уменьшив рабочую зону на поверхности.Здания и другая инфраструктура, такая как мосты, указатели, силовые и коммуникационные посты, также будут ограничивать свободу передвижения по горизонтали.
Вертикальные ограничения возникают как над, так и под рабочей областью. Воздушные линии, линии электропередач, телефонные линии и кабельное телевидение ограничивают рабочую высоту оборудования, используемого на объекте. Ниже поверхность земли города представляет собой систему трубопроводов, иногда плохо обозначенных на карте, которые могут помешать попыткам восстановления трубопроводов. Канализационная труба или водопровод, требующие ремонта, часто будут окружены паропроводами, телефонными и телевизионными кабелями, другими водопроводами, канализационными коллекторами и ливневыми стоками.Эти утилиты могут работать параллельно или даже поперек конвейера, который требует доработки, над или под ним. Если указано выше, это представляет собой физическое препятствие для доступа к трубопроводу. Если внизу, он может быть поврежден ударными нагрузками от работ над ним.
Но чтобы пройти через поверхность, часто требуется распиливание, резка и рытье бетонного или асфальтового покрытия. В дополнение к бордюрам, которые могут состоять из бетона толщиной от 4 до 6 дюймов, трубопроводы могут проходить под мощеными поверхностями, предназначенными для городского движения, от 45 000 автомобилей в день для основных магистралей до менее 1 000 автомобилей в день для местных улиц. Тротуары промышленных дорог и основных магистралей могут состоять из жесткого железобетона толщиной 8 дюймов, покрывающего стабилизированное земляное полотно толщиной 6 дюймов. На местных улицах может быть 2-дюймовое гибкое битумно-бетонное покрытие, покрывающее 6-дюймовое основание из уплотненного камня над 6-дюймовым земляным полотном. Из различных типов дорожного покрытия железобетон представляет собой наиболее сложное для прорезания из-за арматурной арматуры.
Тротуары промышленных дорог и основных магистралей могут состоять из жесткого железобетона толщиной 8 дюймов, покрывающего стабилизированное земляное полотно толщиной 6 дюймов. На местных улицах может быть 2-дюймовое гибкое битумно-бетонное покрытие, покрывающее 6-дюймовое основание из уплотненного камня над 6-дюймовым земляным полотном. Из различных типов дорожного покрытия железобетон представляет собой наиболее сложное для прорезания из-за арматурной арматуры.
ПРОБЛЕМЫ РЕАБИЛИТАЦИИ ТРУБ
Первой проблемой при восстановлении труб является тот факт, что сами трубы может быть трудно найти.Отсутствие полных записей, особенно для старых городских кварталов и промышленных зон с частными коммуникациями, может привести к пробелу в знаниях относительно глубины, диаметра, материалов, уклона и выравнивания трубы. Даже если глубина и местоположение трубы были известны, она может находиться на такой глубине, что выемка карьера для обнажения поврежденной части трубы может оказаться чрезмерно дорогостоящей или слишком труднодоступной.
Прекращение обслуживания трубопровода или временное отключение его потоков в ремонте обычно неизбежно во время восстановительных работ.Однако в густонаселенной подземной среде городских территорий будут находиться другие инженерные сети, работа которых может быть нарушена или полностью отключена из-за большой открытой выемки грунта. В частности, подземные линии электропередач представляют значительную опасность, требуя обширных процедур безопасности, очистки, блокировки и маркировки и т. Д.
Объем и тип ремонтных работ (смещение стыков, проникновение корней, сильное растрескивание или другие дефекты), необходимые для восстановления трубы, могут быть не очевидны до тех пор, пока она не будет обнажена в результате земляных работ.На первый взгляд может показаться, что это аргумент в пользу открытого доступа. Однако использование технологий обнаружения подземных коммуникаций, таких как металлоискатели, георадар, пассивное обнаружение звука, GPS-локаторы и телекамеры для замкнутого трубопровода, также может быть полезным.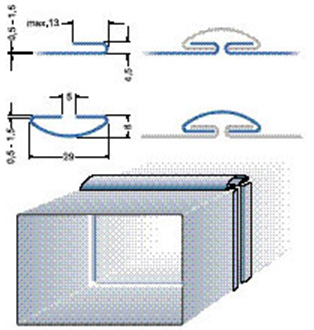
Металлодетекторы используются для обнаружения железных, стальных и медных водопроводов, металлических газопроводов, медных и алюминиевых электрических проводов, стальных конструкционных кабелей, а также телефонных и телевизионных кабелей. В георадаре используется электромагнитная (радиоволновая) антенна, настроенная на частоту, которая может проникать в почву, скалу, бетон, лед и другие обычные природные и искусственные материалы, что позволяет создавать трехмерное подземное исследование рабочей зоны.Пассивные звуковые детекторы используют чувствительный наземный микрофон для прослушивания шума утечки воды, передаваемого по трубам, клапанам и гидрантам, а также через землю. Системы GPS могут использоваться для точного определения местоположения и выравнивания инженерных сетей, в то время как камеры видеонаблюдения могут перемещаться по трубопроводу в поисках физических повреждений, требующих восстановления.
Все эти методы можно использовать для точного определения участков, нуждающихся в реабилитации, и их следует рассматривать как неотъемлемую часть бестраншейных методов восстановления труб.
ПРЕИМУЩЕСТВА И РАСХОДЫ НА РЕАБИЛИТАЦИЮ БЕСПЕРЕХОДНЫХ ТРУБОПРОВОДОВ
Все проекты восстановления труб будут включать в себя расходы на предварительную очистку и осмотр канализационных сетей. Общая стоимость бестраншейной реабилитации трубопровода определяется несколькими факторами, зависящими от конкретной площадки. К ним относятся: длина, глубина и диаметр трубы; виды дефектов, требующие исправления; изгибы труб и изменение сорта; количество и расположение потенциальных точек доступа, таких как люки или очистные сооружения; количество и расположение близлежащих инженерных сетей и других трубопроводов; количество приспособлений и принадлежностей, которые необходимо заменить в процессе реабилитации; затраты на отключение обслуживания или установку временных байпасных шлангов или трубопроводов; и (что наиболее важно) объем земляных работ, необходимых для доступа к трубопроводу.
При прочих равных условиях необходимость прорезать тротуары и рыть вокруг прилегающих коммуникаций является основной статьей расходов для любого проекта реабилитации. Стоимость земляных работ в первую очередь определяет необходимость бестраншейного восстановления труб. Практически все, что можно сделать, чтобы предотвратить необходимость в протяженных траншеях, которые проходят по всей длине трубы, подлежащей восстановлению, представляет собой значительную экономию времени и денег. Типичные диапазоны затрат для нескольких типов проектов бестраншейной реабилитации трубопроводов представлены ниже (на основе реальных проектов):
Две муфты HYMAX, подключенные к трубопроводу из ПВХ, опускаются надля ремонта трубы в городе Хейнс, Флорида.
МЕТОДЫ РЕАБИЛИТАЦИИ БЕЗРАНЖАЙНЫХ ТРУБ
Иногда достаточно легкого прикосновения. Очистка труб и обрезка корней — стандартные операции по ремонту и восстановлению труб. Со временем трубы будут забиваться и потребуют либо физической промывки мощными струями воды, либо химической очистки для удаления или нейтрализации примесей. Обрезание корня может быть выполнено изнутри трубы с помощью гидравлического резака для корня, вставленного по длине трубы. Вращающиеся лезвия ножа для корнеплодов отрубают корни и измельчают растительность, позволяя ей выплавляться из трубы.
Относительно простой подход — химическая затирка , применяемая для точечного ремонта. Типичные растворы — это акриламид и уретан, которые вводятся под давлением непосредственно в поврежденную часть трубы (негерметичные стыки, трещины в стенках и т. Д.). Этот метод обычно не используется для обширного ремонта, такого как сломанная и смещенная труба или осыпающиеся стенки трубы, но он позволяет выполнить небольшой дискретный ремонт труб диаметром более 6 дюймов. Находясь под давлением, раствор заполняет и расширяет поврежденное пространство и выталкивается наружу к окружающим грунтам, прилегающим к месту повреждения.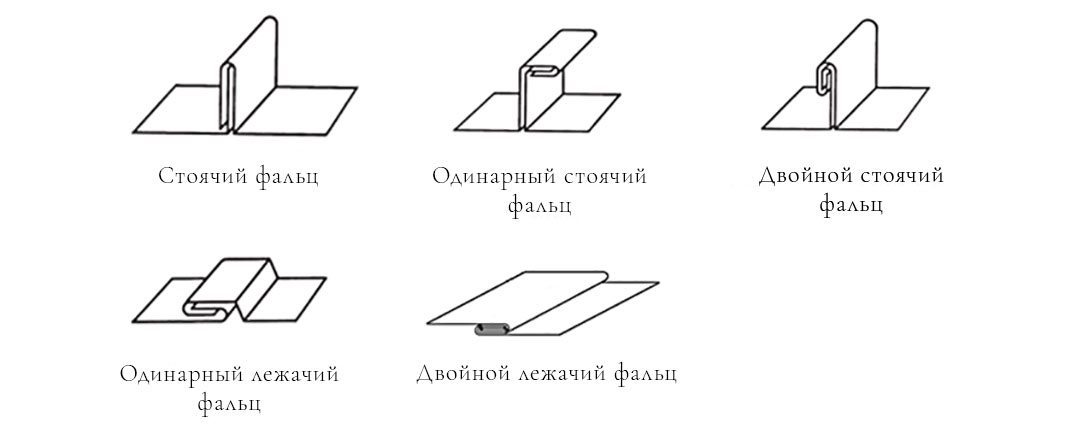 Затем раствор образует уплотнение с почвой, сцепляющейся со стенкой трубы.
Затем раствор образует уплотнение с почвой, сцепляющейся со стенкой трубы.
Иногда требуется новая внутренняя стенка трубы. Именно здесь можно использовать методы для трубы с вулканизированной на месте футеровки (CIPP) . CIPP заменяет всю длину трубы, нуждающейся в ремонте, трубкой из ткани, пропитанной смолой. Смола обычно представляет собой полиэфир, эпоксидную смолу или другую термореактивную смолу.Под воздействием тепла этот материал отверждается, волокно и смола связываются с внутренней стенкой трубы, обеспечивая жесткое ремонтное уплотнение. В результате получается новая труба внутри старой с ее собственными структурными характеристиками и качествами поверхности. Для труб любого диаметра доступны несколько размеров тканевых трубок, и ткани могут быть изготовлены для труб некруглого сечения. Ткани CIPP можно вставлять напрямую или протягивать с помощью лебедки.
Используется несколько типов материалов: нетканый полиэфирный войлок, тканый шланг и мембраны.Покрытый эластомерами войлок может быть усилен армирующими волокнами. Плетеный шланг используется в напорных магистралях с локальной коррозией и утечками. Мембраны обычно используются для санации газопроводов низкого давления или неструктурных канализационных сетей. CIPP обеспечивает быструю установку с минимальными выемками грунта или без них, если вход осуществляется из удобного большого люка или подъемной станции. Используемый материал обычно имеет более низкий коэффициент поверхностного трения, чем ремонтируемая труба, что обеспечивает больший поток даже при меньшем диаметре.Однако внутренняя часть трубы перед установкой требует тщательной очистки, укоренения и подготовки. И CIPP часто применяется только к трубам диаметром от 4 до 24 дюймов.
Технология сгиба и формовки трубы с футеровкой (установка трубы с деформацией и реформированием футеровки) требует, чтобы футеровка из полиэтилена (PE) или поливинилхлорида (PVC) была должным образом нагрета и сложена до нужного размера на заводе перед доставкой на место. Он складывается пополам, а затем еще раз пополам до тех пор, пока не станет подходящего размера для вставки.Затем сложенная труба-футеровка протягивается лебедкой по всей длине ремонтируемой трубы. Оказавшись на месте, устройство пропускают через сложенную внутреннюю часть, нагревая и расширяя футеровку до тех пор, пока она не примет форму внутренней части трубы. Полиэтилен является предпочтительным для напорных труб, а ПВХ — для самотечной канализации. Материал футеровки обеспечивает пониженный коэффициент поверхностного трения, увеличивает скорость потока и не требует использования цементного раствора или смолы. Материал легко разрезать (с помощью пульта дистанционного управления), чтобы можно было вставить дополнительные принадлежности и патрубки.Однако необходимо следить за тем, чтобы сложенная труба полностью расширялась по всей своей длине без остаточных складок или складок. Он также плохо переносит изгибы труб.
Он складывается пополам, а затем еще раз пополам до тех пор, пока не станет подходящего размера для вставки.Затем сложенная труба-футеровка протягивается лебедкой по всей длине ремонтируемой трубы. Оказавшись на месте, устройство пропускают через сложенную внутреннюю часть, нагревая и расширяя футеровку до тех пор, пока она не примет форму внутренней части трубы. Полиэтилен является предпочтительным для напорных труб, а ПВХ — для самотечной канализации. Материал футеровки обеспечивает пониженный коэффициент поверхностного трения, увеличивает скорость потока и не требует использования цементного раствора или смолы. Материал легко разрезать (с помощью пульта дистанционного управления), чтобы можно было вставить дополнительные принадлежности и патрубки.Однако необходимо следить за тем, чтобы сложенная труба полностью расширялась по всей своей длине без остаточных складок или складок. Он также плохо переносит изгибы труб.
Труба скольжения аналогична методу складывания и деформации, но позволяет упростить установку. Футеровка скольжения включает вставку непрерывных или соединенных секций трубы. Полиэтилен высокой плотности — излюбленный материал. Его отрезки трубы можно соединить, сплавив вместе концы смежных труб, чтобы получилось соединение, более прочное, чем сама труба.Когда используются сегменты труб из ПВХ, они соединяются путем соединения концевых частей друг с другом. Сегменты трубы с скользящей футеровкой обычно намного меньше трубы, в которую они вставляются, чтобы упростить установку. После этого пустота между ними обычно заполняется раствором для сохранения структурной устойчивости и жесткости трубы. Опять же, меньший диаметр новой трубы не подвергается уменьшению потока, поскольку материал трубы со скользящей футеровкой имеет гораздо меньший коэффициент поверхностного трения. Этот метод позволяет быстро установить в линии, находящиеся под напряжением, так что байпасная перекачка не требуется.Однако на поверхности это требует относительно долгой укладки, когда каждый сегмент трубы соединяется во время процесса вставки, и необходимо позаботиться о том, чтобы обеспечить полную заливку пустотного пространства, чтобы предотвратить любые структурные слабые места.
Более драматичный метод, чем футеровка скольжения, разрыв трубы , по сути, разрушает предыдущую трубу, чтобы освободить место для новой. В этом методе используется пневматический, гидравлический или статический разрывной инструмент для принудительного расширения жесткой трубы на месте до тех пор, пока ее стенки не рухнут и не будут выталкиваться дальше своего первоначального диаметра.Запатентованный British Gas Company в 1980 году, он с тех пор широко используется в газовой промышленности. Используя внутреннюю часть существующей трубы в качестве направляющей, расширительную головку разрывного инструмента протягивают с помощью троса и лебедки. Двигаясь по внутренней части трубы, он толкается наружу, пока труба не потрескается и не рассыпется. Затем куски вбиваются глубоко в окружающую почву, чтобы еще больше увеличить диаметр вновь созданного пустого пространства. При использовании этого метода возможно увеличение на 30%, в зависимости от условий почвы и типа засыпки старой трубы.Новый трубопровод присоединяется к концу разрывного устройства и протягивается через старую трубу как один длинный непрерывный отрезок, когда разрывной инструмент продвигается по своей длине. Это позволяет выполнить подготовку и установку за один простой шаг. Каким бы простым и прямым ни был этот метод, он требует, чтобы все ответвления и внешние поверхности в пределах 3 футов от трубы были выкопаны и обнажены, чтобы они также не были повреждены. Как метод грубой силы, он не требует таких доработок, как очистка трубы перед установкой.Это также позволяет установить большую трубу.
В следующей таблице представлены сравнения описанных выше методов восстановления труб (с некоторыми вариациями).
Примечания: Спирально-навитая футеровка, роботизированный ремонт и точечная CIPP могут использоваться только с самотечным трубопроводом. Все остальные методы можно использовать как с самотечным, так и с напорным трубопроводом.EPDM = этилен-полипропилен-диеновый мономер
GRP = армированный стекловолокном полиэстер
HDPE = полиэтилен высокой плотности
MDPE = полиэтилен средней плотности
PE = полиэтилен
PP = полипропилен
PVC = поливинилхлорид
PVDFAT ТЕХНОЛОГИИ РЕАБИЛИТАЦИИ ТРУБ
Обрывы труб, возникающие при предыдущем ремонте, являются повторяющейся проблемой в водном хозяйстве.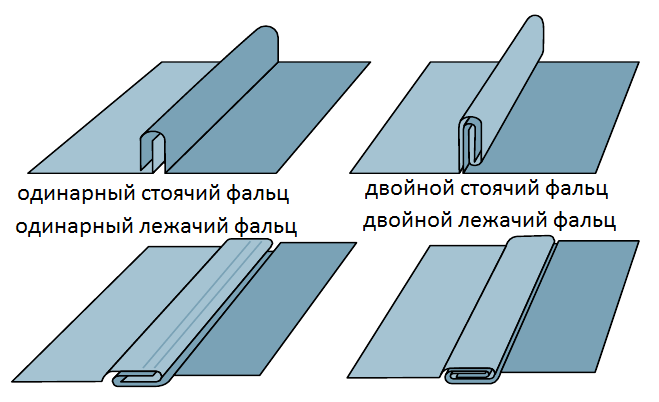 Это часто происходит из-за движения трубы, вызванного сдвигами грунта и изменениями температуры. Ремонтные продукты Krausz помогают обеспечить долговечность систем водоснабжения и канализации даже в самых суровых условиях. Продукция компании HYMAX оснащена запатентованной прогрессивной прокладкой с повышенным давлением, которая обеспечивает динамическое отклонение до 4 градусов на каждую сторону. Это гибкое соединение помогает предотвратить повреждение трубы после установки. После установки изделия Krausz становятся неотъемлемой частью трубы, которая может надежно выдерживать суровые условия окружающей среды.
Это часто происходит из-за движения трубы, вызванного сдвигами грунта и изменениями температуры. Ремонтные продукты Krausz помогают обеспечить долговечность систем водоснабжения и канализации даже в самых суровых условиях. Продукция компании HYMAX оснащена запатентованной прогрессивной прокладкой с повышенным давлением, которая обеспечивает динамическое отклонение до 4 градусов на каждую сторону. Это гибкое соединение помогает предотвратить повреждение трубы после установки. После установки изделия Krausz становятся неотъемлемой частью трубы, которая может надежно выдерживать суровые условия окружающей среды.
С 1994 года QuakeWrap является ведущим разработчиком, поставщиком и установщиком качественных инновационных изделий из армированного волокном полимера (FRP) для ремонта и усиления
конструкций. Их стеклопластики состоят из гибких тканей, состоящих из углеродных или стеклянных волокон, липкого покрытия с высокой вязкостью и насыщающей смолы, которые обеспечивают быстрый и недорогой метод восстановления труб. Стеклопластики, используемые в их системе StifPipe, используются для усиления конструкций, а также для защиты от проникновения влаги и коррозии.
Д-р Мо Эхсани изобрел систему StifPipe, получившую в 2016 году награду за инновации Американского общества инженеров-строителей (ASCE) в категории «Экологичное проектирование». «StifPipe можно легко изготовить любой формы и размера, он не подвержен коррозии и весит около 10% от обычных труб. Стены StifPipe состоят из легкого сотового заполнителя, покрытого углеродным или стеклянным стеклопластиком. Этот метод успешно используется в аэрокосмической и судостроительной отраслях на протяжении десятилетий », — говорит Эхсани.StifPipe использовался для ремонта изношенных труб и водопропускных труб как в США, так и в Австралии, что привело к значительному снижению затрат по сравнению с традиционными методами ремонта.
QuakeWrap разработала мобильную производственную установку, которая позволяет непрерывно строить эту трубу на месте со скоростью две мили в неделю.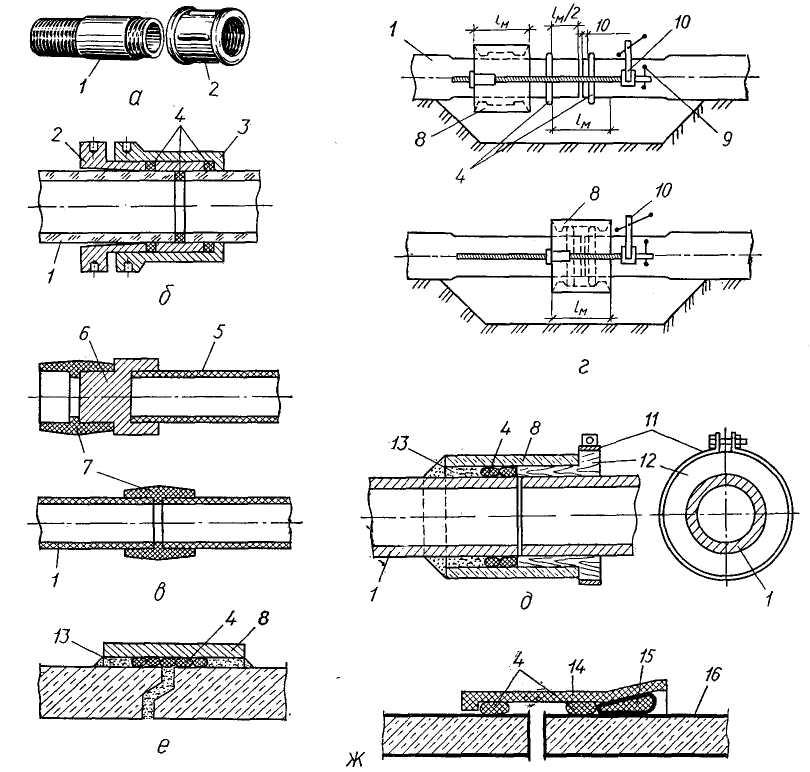 Кроме того, его InfinitPipe предлагает отрасли первую экологически чистую трубу, которая значительно снизит углеродный след будущих трубопроводных проектов.Система StifPipe дает возможность изготавливать трубы на месте, изготовлена из легких материалов, может изготавливаться с высокой производительностью и с использованием перерабатываемых материалов, которые являются прочными и экологически безопасными, что делает ее одновременно инновационным и экологически безопасным продуктом. Эхсани заявляет, что «со многими строительными проектами, пытающимися получить сертификат LEED, использование StifPipe может значительно способствовать достижению такой сертификации на проектах трубопроводов».
Кроме того, его InfinitPipe предлагает отрасли первую экологически чистую трубу, которая значительно снизит углеродный след будущих трубопроводных проектов.Система StifPipe дает возможность изготавливать трубы на месте, изготовлена из легких материалов, может изготавливаться с высокой производительностью и с использованием перерабатываемых материалов, которые являются прочными и экологически безопасными, что делает ее одновременно инновационным и экологически безопасным продуктом. Эхсани заявляет, что «со многими строительными проектами, пытающимися получить сертификат LEED, использование StifPipe может значительно способствовать достижению такой сертификации на проектах трубопроводов».
Методы санации канализационных систем различаются
Автор: Фрэнсис Т.Кунгу, доктор философии, П.Старший юрист
USInfrastructure, Inc., инженеры-консультанты
Бирмингем, Алабама
Примечание редактора: Следующая статья является первой из двух частей, посвященных различным технологиям, доступным сегодня для восстановления систем канализации. В первом обсуждаются методы, а во втором — на примере округа Джефферсон, штат Алабама.
Содержание
Технология изготовления труб с футеровкой на месте
Техника деформирования / восстановления футеровки
Техника складывания и формовки трубы с футеровкой
Технология труб со скользящей футеровкой
Техника разрыва трубы
Хотя свидетельства наличия канализационных стоков были обнаружены в руинах древних городов, создание инженерных систем сбора канализационных стоков было завершено только в XIX и XX веках.Системы сбора санитарной канализации состоят из канализационных труб и канализационных принадлежностей, таких как люки, впускные и выпускные конструкции, а также насосные станции. Канализационные трубы изготавливаются из различных материалов, таких как глина, бетон, железобетон, чугун, высокопрочный чугун, поливинилхлорид (ПВХ) и полиэтилен. Большинство люков в основном построены из глиняного кирпича или железобетона.
Большинство люков в основном построены из глиняного кирпича или железобетона.
Некоторым системам сбора может быть больше 100 лет
Системы сбора бытовой канализации в крупных городах США были построены в 1800-х или начале 1900-х годов.В результате физических, химических и биологических явлений некоторые компоненты систем сбора канализационных стоков в крупных городах имеют дефекты, такие как обрушенные трубы, трещины в трубах, смещенные стыки и треснувшие люки. В периоды влажной погоды неисправные компоненты систем сбора канализационных стоков допускают попадание поверхностных и / или грунтовых вод (инфильтрация / приток, I / I).
Помимо ввода / вывода, дождевая вода попадает в систему сбора канализации через незаконные соединения из зданий.Комбинация сточных вод, ввода / вывода и дождевой воды из незаконных подключений иногда превышает пропускную способность некоторых сегментов системы сбора канализационных стоков. Это приводит к дополнительным расходам или переливам из колодцев, расположенных выше по потоку от участков трубопровода, пропускная способность которых превышена. Общий поток также часто превышает мощность водоочистных сооружений, в результате чего неочищенные сточные воды попадают в водоприемники. Этот байпас может нанести вред здоровью человека и окружающей среде.
Нарушение земляных работ привело к бестраншейной технологии
Традиционный метод восстановления неисправных канализационных коллекторов и связанных с ними принадлежностей — это земляные работы и их замена. Поскольку канализационные трубы в урбанизированных районах по большей части расположены посреди улиц, земляные работы и их замена создают перебои в движении транспорта, что приводит к потере продуктивного времени для рабочих в таких районах. Помимо затрат, связанных с потерей продуктивного времени для рабочих, возникают дополнительные расходы при ремонте вынутых грунтов дорог и других сооружений.
Пытаясь снизить стоимость и сократить количество перерывов, связанных с земляными работами и заменой, индустрия восстановления систем сбора канализационных стоков разработала технологии «без копания» (бестраншейные) для восстановления системы сбора канализационных стоков.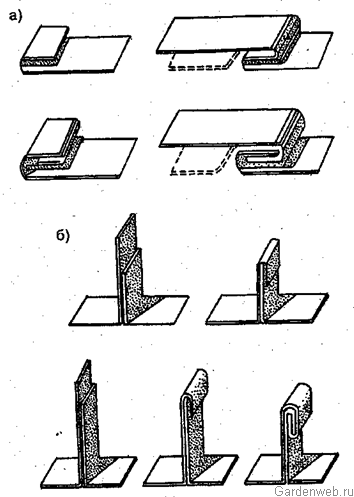 Бестраншейные технологии включают в себя: отвержденную на месте трубу с футеровкой, трубу с деформированной / реформированной футеровкой, гнутую и формованную трубу с футеровкой, трубу со скользящей футеровкой и разрыв трубы.
Бестраншейные технологии включают в себя: отвержденную на месте трубу с футеровкой, трубу с деформированной / реформированной футеровкой, гнутую и формованную трубу с футеровкой, трубу со скользящей футеровкой и разрыв трубы.
Технология изготовления труб с вулканизированной футеровкой на месте:
Труба-футеровка, отверждаемая на месте, формируется путем вставки пропитанной смолой войлочной трубы в неисправную канализационную трубу и ее отверждения горячей водой.После установки и отверждения футеровки используется дистанционно управляемое режущее устройство с телекамерой замкнутого контура для повторного открытия сервисных соединений. Метод отверждения труб с футеровкой на месте лучше всего подходит для канализационных труб с высоким I / I и такими дефектами, как отсутствие сегментов трубы, смещенные соединения и трубы с трещинами. Он также подходит для коллекторов с несколькими изгибами. Метод вулканизации труб с футеровкой, вероятно, является одним из старейших и наиболее эффективных методов восстановления системы канализационного сбора.Он использовался в Хьюстоне, штат Техас; Бирмингем, Алабама; Атланта, Джорджия; Бостон, Массачусетс; Чикаго, Иллинойс; Даллас, Техас; Денвер, Колорадо; Майами, Флорида; Вашингтон, округ Колумбия.; и Лос-Анджелес, Калифорния. Некоторые из преимуществ метода вулканизированной облицовочной трубы на месте включают следующее:
- Не требуется земляных работ для выполнения установки трубы-футеровки, вулканизированной на месте. Войлочная трубка, пропитанная смолой, вставляется через существующие люки, а сервисные соединения восстанавливаются удаленно.
- Метод отверждения трубы с футеровкой на месте можно использовать для исправления почти всех дефектов канализационной линии. Гибкость пропитанной смолой войлочной трубки позволяет ей перемещаться по дефектным канализационным трубам, выравнивая смещенные стыки, заполняя недостающие участки канализации и повторно герметизируя треснувшие канализационные трубы.
- Труба с вулканизированной на месте футеровкой обеспечивает значительное снижение I / I за счет ее способности плотно прилегать к основной трубе и образовывать хорошее уплотнение на стыках труб.
- В отличие от труб с деформацией / реформированием, складыванием и формованием футеровок, трубы с отвержденной на месте футеровкой хорошо связываются с продуктами для восстановления колодцев и, следовательно, значительно сокращают количество I / I в соединениях колодцев.
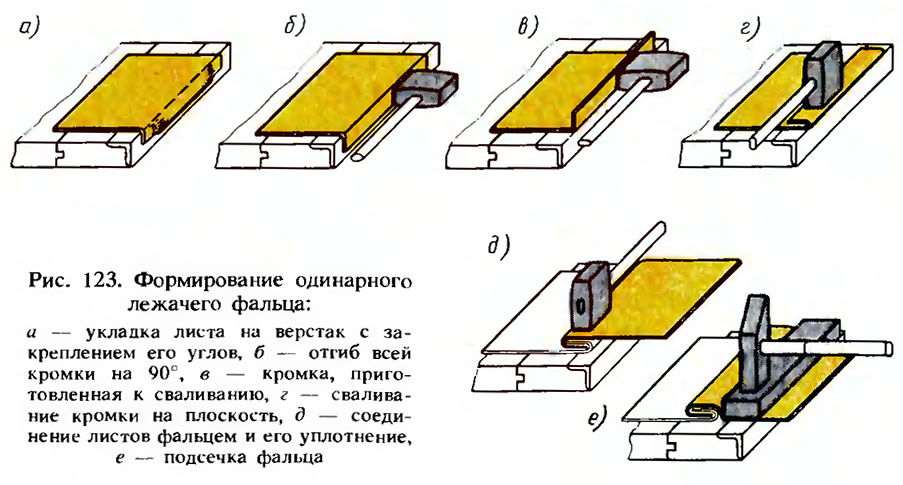
Некоторые из недостатков метода вулканизации футеровки на месте включают следующее:
- Для труб того же диаметра метод вулканизации футеровки на месте дороже, чем другие методы восстановления системы канализационного сбора (за исключением разрыв трубы). Стоимость восстановления 8-дюймовой канализационной трубы с использованием метода отверждения на месте облицовки может составлять от 40 до 65 долларов за погонный фут в зависимости от расположения и глубины канализационной трубы.
- Отверждение пропитанной смолой войлочной трубы может быть затруднено для длинных (более 1500 футов) сегментов канализации и при наличии подземной пружины в ремонтируемом сегменте канализационной трубы.
- Исправление дефектных установок трубы-футеровки, отвержденной на месте, может занять очень много времени и непомерно дорого. Иногда необходимо выкопать и заменить сегмент канализации.
Технология деформирования / реформирования труб с футеровкой:
Труба деформируемого / реформингового вкладыша изготовлена из полиэтилена высокой плотности.Труба-вкладыш в процессе производства экструдируется в круглую форму. Затем круглую трубу деформируют с помощью сочетания тепла и давления и наматывают на катушки, готовые к установке. Во время установки деформированная труба снимается с катушки и вставляется в существующую трубу через люк с помощью электрической лебедки. Оказавшись на месте, горячая вода или пар под давлением подается через внутреннюю часть деформированной трубы для смягчения и преобразования трубы.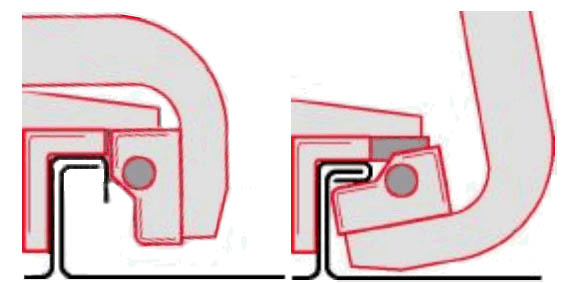 Режущее устройство с дистанционным управлением с камерой видеонаблюдения используется для повторного открытия сервисных соединений.Метод деформирования / преобразования трубы с футеровкой лучше всего подходит для восстановления прямых участков канализационных труб с небольшим количеством отводов или без них. Метод деформирования / восстановления трубы с футеровкой использовался в Северном Майами, Флорида; Дания, Флорида; Форт-Лодердейл, Флорида; Орландо, Флорида; и Уэст-Палм-Бич, Флорида. Некоторые из преимуществ метода деформирования / реформирования трубы футеровки включают следующее:
Режущее устройство с дистанционным управлением с камерой видеонаблюдения используется для повторного открытия сервисных соединений.Метод деформирования / преобразования трубы с футеровкой лучше всего подходит для восстановления прямых участков канализационных труб с небольшим количеством отводов или без них. Метод деформирования / восстановления трубы с футеровкой использовался в Северном Майами, Флорида; Дания, Флорида; Форт-Лодердейл, Флорида; Орландо, Флорида; и Уэст-Палм-Бич, Флорида. Некоторые из преимуществ метода деформирования / реформирования трубы футеровки включают следующее:
- Не требуется земляных работ для установки трубы футеровки деформирования / реформирования.Труба-вкладыш вставляется через существующие люки, а сервисные соединения восстанавливаются удаленно.
- В отличие от трубы с футеровкой, отвержденной на месте, для установки трубы с деформируемой / реформированной футеровкой не требуется переворачивание.
- Для труб того же диаметра метод деформирования / преобразования трубы с футеровкой дешевле, чем метод с вулканизацией на месте трубы с футеровкой. Стоимость восстановления 8-дюймовой канализационной трубы с использованием метода деформирования / реформирования футеровки может составлять от 35 до 50 долларов за погонный фут в зависимости от расположения и глубины канализационной трубы.
Некоторые из недостатков метода деформирования / реформирования футеровки включают:
- Труба деформированной / реформированной футеровки может значительно усадиться после установки в неисправную канализационную трубу. В некоторых случаях усадка трубы гильзы деформирования / восстановления может вызвать серьезные смещения отверстий на сервисных соединениях. После того, как отверстие для служебного соединения было смещено, единственный способ восстановить служебное соединение — это разрезать другое отверстие, оставив смещенное отверстие в качестве точки входа I / I.Если не оставить достаточной длины футеровочной трубы, выступающей в люки, связанные с футерованными сегментами канализационной трубы, футеровочная труба может сжаться в основной трубе. Это приводит к потенциальной точке входа I / I в соединении с люком. Доступные продукты для восстановления люка плохо связываются с трубой деформируемой / реформируемой облицовки в месте соединения люка, если только специальный связующий материал не нанесен на трубу облицовки перед нанесением материалов для восстановления люка.
 Это приводит к потенциальной точке входа I / I в соединении с люком. Доступные продукты для восстановления люка плохо связываются с трубой деформируемой / реформируемой облицовки в месте соединения люка, если только специальный связующий материал не нанесен на трубу облицовки перед нанесением материалов для восстановления люка.
Это приводит к потенциальной точке входа I / I в соединении с люком. Доступные продукты для восстановления люка плохо связываются с трубой деформируемой / реформируемой облицовки в месте соединения люка, если только специальный связующий материал не нанесен на трубу облицовки перед нанесением материалов для восстановления люка. Технология складывания и формовки гильз:
Гнутая труба-вкладыш изготовлена из поливинилхлорида (ПВХ).Труба-вкладыш в процессе производства экструдируется в гнутом виде. Затем сложенная труба наматывается на катушки, пока она еще гибкая. При установке гофрированная труба вставляется в существующую трубу через люк с помощью электрической лебедки. Затем сложенная труба разворачивается с помощью горячей воды или пара под давлением. Режущее устройство с дистанционным управлением с камерой видеонаблюдения используется для повторного открытия сервисных соединений. Метод складывания и формовки труб с футеровкой лучше всего подходит для восстановления прямых канализационных труб.В Хантсвилле, Алабама, применялся метод складывания и формовки труб с футеровкой; Альбукерке, Нью-Мексико; Батон-Руж, Луизиана; Денвер, Колорадо; Майами, Флорида; Лос-Анджелес, Калифорния; и Сиэтл, Вашингтон. Некоторые из преимуществ метода сгиба и формовки трубы с футеровкой включают следующее:
- Не требуется земляных работ для выполнения установки трубы сгиба и формовки футеровки. Труба-вкладыш вставляется через существующие люки, а сервисные соединения восстанавливаются удаленно.
- В некоторых случаях метод трубы с гнутой и формованной футеровкой может быть менее дорогостоящим, чем метод вулканизации на месте трубы футеровки. Стоимость восстановления 8-дюймовой канализационной трубы с использованием метода сгиба и формовки трубы с футеровкой может составлять от 30 до 45 долларов за погонный фут в зависимости от расположения и глубины канализационной трубы.
Одним из недостатков гнутой и формованной трубы-футеровки является то, что она может загибаться до своей исходной гнутой формы после установки, что приводит к повторному введению I / I и снижению гидравлического КПД канализационной трубы.
Технология труб с скользящей футеровкой:
Труба со скользящей футеровкой представляет собой круглую трубу, которая вставляется в существующую трубу с помощью процесса, называемого скольжением. Трубы с скользящей футеровкой изготавливаются из таких материалов, как ПВХ, полиэтилен и полиэстер, армированный стекловолокном. Во время установки облицовочная труба проталкивается или втягивается в существующую трубу через выкопанный участок существующей трубы. Кольцевое пространство между существующей трубой и облицовочной трубой затем заливается цементным или химическим раствором.Сервисные соединения восстанавливаются путем раскопок и повторного соединения с использованием тройников или аналогичных аксессуаров. Метод трубы с скользящей футеровкой лучше всего подходит для восстановления канализационных труб большого диаметра с небольшим количеством сервисных соединений или без них, а также для труб, где поток сточных вод трудно отвести. Этот метод использовался в Сан-Диего, Калифорния; Альбукерке, Нью-Мексико; Крейн, Индиана; Лейкленд, Флорида; Рокфорд, штат Иллинойс; Александрия, Вирджиния; Батон-Руж, Луизиана; Оклахома-Сити, Оклахома; и Мэдисон, Висконсин.Некоторые из преимуществ метода трубы с скользящей футеровкой включают следующее:
- Для труб большего диаметра (более 21 дюйма в диаметре) метод трубы с скользящей футеровкой дешевле, чем метод линейной полимеризации на месте. . Стоимость прокладки 21-дюймовой канализационной трубы может варьироваться от 88,00 до 162,00 долларов за погонный фут в зависимости от материала трубы, расположения и глубины канализационной трубы.
- Во время установки отверждение не требуется.
- Отвод потока не требуется для труб без сервисных соединений.
К недостаткам метода труб с скользящей футеровкой можно отнести следующие:
- Установка требует выемки входных и выходных ям.
- Сервисные соединения восстановлены путем земляных работ и переподключения.
- Метод трубы с скользящей футеровкой может привести к значительной потере диаметра трубы для труб меньше 12 дюймов.
Техника разрыва трубы:
Метод разрыва трубы включает разрыв трубы и вставку другой трубы того же или большего диаметра.Во время установки инструмент в форме конуса проталкивается или протягивается через внутреннюю часть заменяемой трубы. При этом конусообразный инструмент разрывает существующую трубу и вдавливает сломанные фрагменты в окружающую землю. Конусообразный инструмент тянет за собой новую трубу, одновременно устанавливая ее на место и разрушая старую трубу. Разрывной инструмент имеет немного больший внешний диаметр, чем новая труба, и диаметр больше, чем внутренний диаметр старой трубы. Сервисные соединения восстанавливаются путем раскопок и повторного соединения с использованием различных методов, включая механические седла и тройники.Метод разрыва трубы лучше всего подходит для участков, где размер существующей канализационной трубы слишком мал для обработки текущих или ожидаемых потоков сточных вод. Метод разрыва трубы использовался в Хантсвилле, Алабама; Сиэтл, Вашингтон; Хьюстон, Техас; Нью Йорк, Нью Йорк; Даллас, Техас; Орландо, Флорида; Атланта, Джорджия; и Мемфис, штат Теннесси.
Некоторые из преимуществ метода разрыва трубы включают следующее:
- Метод разрыва трубы может использоваться для установки трубы с большим диаметром, чем у существующей трубы, что приводит к увеличению пропускной способности для обработки увеличивающегося потока сточных вод.
- Метод разрыва трубы можно использовать для прокладки канализационных труб из различных материалов, включая ПВХ, полиэтилен и высокопрочный чугун.
К недостаткам метода разрыва труб можно отнести следующие:
- Требует выемки входных и выходных ям.
- Для трубы того же диаметра метод разрыва трубы дороже, чем труба с футеровкой, отвержденная на месте, труба с деформированной / реформированной футеровкой, труба сгиба и формовки с футеровкой и труба со скользящей футеровкой. Стоимость восстановления 8-дюймовой канализационной трубы колеблется от 40 до 70 долларов в зависимости от типа материала трубы, расположения и глубины канализационной трубы.
- Сервисные соединения восстановлены путем раскопок и переподключения.
 Стоимость восстановления 8-дюймовой канализационной трубы колеблется от 40 до 70 долларов в зависимости от типа материала трубы, расположения и глубины канализационной трубы.
Стоимость восстановления 8-дюймовой канализационной трубы колеблется от 40 до 70 долларов в зависимости от типа материала трубы, расположения и глубины канализационной трубы. Ремонт люков различными способами
Для восстановления дефектных люков используется несколько технологий. Некоторые из наиболее распространенных технологий включают распыление внутренней поверхности дефектного колодца с использованием уретановой смолы, эпоксидной смолы или вяжущих материалов; установка эпоксидной смолы, застывшей на месте; и установка вставки из волокнистой травы.Напыляемая уретановая смола, вероятно, является наиболее эффективным материалом для восстановления дефектных люков. Стоимость восстановления колодца с уретановой смолой может составлять от 275 до 350 долларов за фут по вертикали.
Первым шагом является проведение обзора оценки системы
Бестраншейные технологии применялись в США с разной степенью успеха. Чтобы определить наиболее подходящие продукты для восстановления любой системы сбора канализационных стоков, каждое сообщество должно провести оценочное обследование канализационных систем (SSES).Целью SSES является определение состояния системы сбора канализационных стоков, определение типов и местоположений дефектов, допускающих ввод / вывод, количественная оценка степени I / I и установление приоритетов для восстановления различных дефектов на основе желаемое снижение I / I. SSES может выполняться с помощью следующих методов: непрерывный мониторинг потока, осмотр люка, испытание на дым, изоляция потока, испытание красителем, очистка и телевизионный осмотр, осмотр зданий и гидравлическое моделирование.После завершения SSES необходимо проанализировать каждый дефект и определить наиболее подходящий метод восстановления.
Следует отметить, что бестраншейные технологии не полностью заменили земляные работы и замену неисправных канализационных люков и колодцев. По-прежнему остаются обстоятельства, при которых земляные работы и замена являются лучшим методом восстановления сегмента системы сбора канализационной канализации.
По-прежнему остаются обстоятельства, при которых земляные работы и замена являются лучшим методом восстановления сегмента системы сбора канализационной канализации.
Трубы Общие — Типы Длины и Концы труб
Типы, длины и концы труб
Производство труб — это процесс изготовления отдельных частей трубы на трубном заводе; это не относится к тому, как части соединяются в поле, чтобы сформировать непрерывный трубопровод.Каждый кусок трубы, произведенный на трубном заводе, называется стыком или отрезком (независимо от его измеренной длины). В некоторых случаях труба доставляется на строительную площадку трубопровода в виде «двойных стыков», когда два куска трубы предварительно свариваются друг с другом для экономии времени. Большинство труб, используемых для нефте- и газопроводов, являются бесшовными или прямошовными, хотя спирально-сварные трубы обычно используются для труб большего диаметра.
Трубы стальные выпускаются в 4 вариантах
- Пила прямошовная
- Спирально-сварной
- Электросварка сопротивлением (ERW)
- Бесшовные
Труба сварная
Сварная труба (труба, изготовленная сварным швом) представляет собой трубчатое изделие, изготовленное из плоских пластин, известных как скелп, которые формуются, сгибаются и подготовлены к сварке.Самый популярный процесс для труб большого диаметра — это сварка продольным швом.
Спирально-сварная труба — это альтернативный процесс, спиральная сварная конструкция позволяет изготавливать трубы большого диаметра из более узких пластин или скелпа. Дефекты, которые возникают в спирально сварной трубе, в основном связаны со сварным швом под флюсом, и по своей природе они аналогичны дефектам для прямошовной трубы под ПАВ.
Труба, сваренная сопротивлением (ВПВ) и сваркой с помощью высокочастотной индукции (ВЧИ), первоначально этот тип трубы, которая содержит твердофазный стыковой шов, производилась с использованием нагрева сопротивлением для изготовления продольного шва (ВПВ). Но большинство трубных заводов теперь используют высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности. Тем не менее, этот продукт по-прежнему часто называют трубой для ВПВ, хотя сварной шов мог быть произведен с помощью процесса HFI.
Но большинство трубных заводов теперь используют высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности. Тем не менее, этот продукт по-прежнему часто называют трубой для ВПВ, хотя сварной шов мог быть произведен с помощью процесса HFI.
Производство бесшовных труб для производства пробок
Этот процесс используется для изготовления бесшовных труб больших размеров, обычно диаметром от 6 до 16 дюймов (от 150 до 400 мм). Слиток стали весом до двух тонн нагревается до 2370 ° F (1300 ° C) и протыкается. Отверстие в полой оболочке увеличивается на роторном удлинителе, в результате получается короткая толстостенная трубка, известная как блюм.
Затем через блюм проталкивается внутренняя пробка примерно того же диаметра, что и конечный диаметр трубы. Затем блюм, содержащий пробку, пропускают между валками пробковой мельницы. Вращение валков уменьшает толщину стенки. Трубка поворачивается на 90 ° при каждом проходе через пробковую фрезу для обеспечения округлости. Затем труба проходит через намоточный стан и редукционный стан, чтобы выровнять толщину стенки и получить готовые размеры. Затем труба разрезается на необходимую длину перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.
Производство бесшовных труб на оправке
Этот процесс используется для изготовления бесшовных труб меньшего размера, обычно диаметром от 1 до 6 дюймов (от 25 до 150 мм). Слиток стали нагревают до 2370 ° F (1300 ° C) и протыкают. Оправка вставляется в трубу, и сборка пропускается через прокатный (оправочный) стан. В отличие от пробкового стана, оправочный стан непрерывно уменьшает толщину стенки с помощью ряда пар изогнутых роликов, установленных под углом 90 ° друг к другу. После повторного нагрева труба пропускается через многоклетьевой редукционный стан для уменьшения диаметра до конечного диаметра.Затем труба разрезается на необходимую длину перед термообработкой, окончательной правкой, осмотром и гидростатическими испытаниями.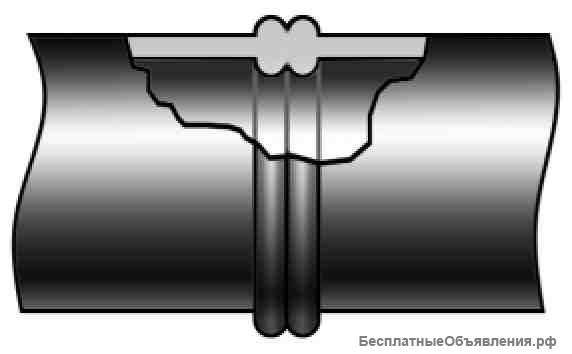
Процесс экструзии бесшовных труб
Этот процесс используется только для труб малого диаметра. Пруток разрезается по длине и нагревается до 2280 ° F (1250 ° C) перед калибровкой и удалением окалины. Затем заготовку экструдируют через стальную головку. После экструзии конечные размеры трубы и качество поверхности достигаются на многорядном редукционном стане.
Трубы, сваренные сопротивлением сопротивлению (ERW) и высокочастотной индукционной сваркой (HFI)
Первоначально этот тип трубы, который содержит твердофазный стыковой шов, производился с использованием нагрева сопротивлением для изготовления продольного шва (ERW), но на большинстве трубных заводов теперь используется высокочастотный индукционный нагрев (HFI) для лучшего контроля и стабильности.Тем не менее, этот продукт по-прежнему часто называют трубой для ВПВ, хотя сварной шов мог быть произведен с помощью процесса HFI.
Дефекты, которые могут возникнуть в трубах ERW / HFI, связаны с производством полосы, например, расслоение и дефекты на узкой линии сварки. Недостаток плавления из-за недостаточного нагрева и давления является основным дефектом, хотя трещины в виде крючков также могут образовываться из-за переориентации неметаллических включений на границе сварного шва. Поскольку линия шва не видна после обрезки, а также характер процесса твердофазной сварки, могут быть получены значительные длины сварного шва с плохим сплавлением, если параметры сварки выходят за установленные пределы.Кроме того, первая труба ERW подвергалась реверсированию давления, что приводило к отказу в эксплуатации при более низком напряжении, чем наблюдаемое при испытании под давлением перед эксплуатацией. Эта проблема вызвана ростом трещины во время периода выдержки при испытании под давлением, что в случае труб с ранней ВПВ было связано с сочетанием низкой ударной вязкости линии сварного шва и отсутствием дефектов плавления.
Примечание об отсутствии проплавления в сварном шве ВПВ
В результате этих ранних проблем труба ERW обычно рассматривалась как труба второго сорта, подходящая только для применений с низким давлением.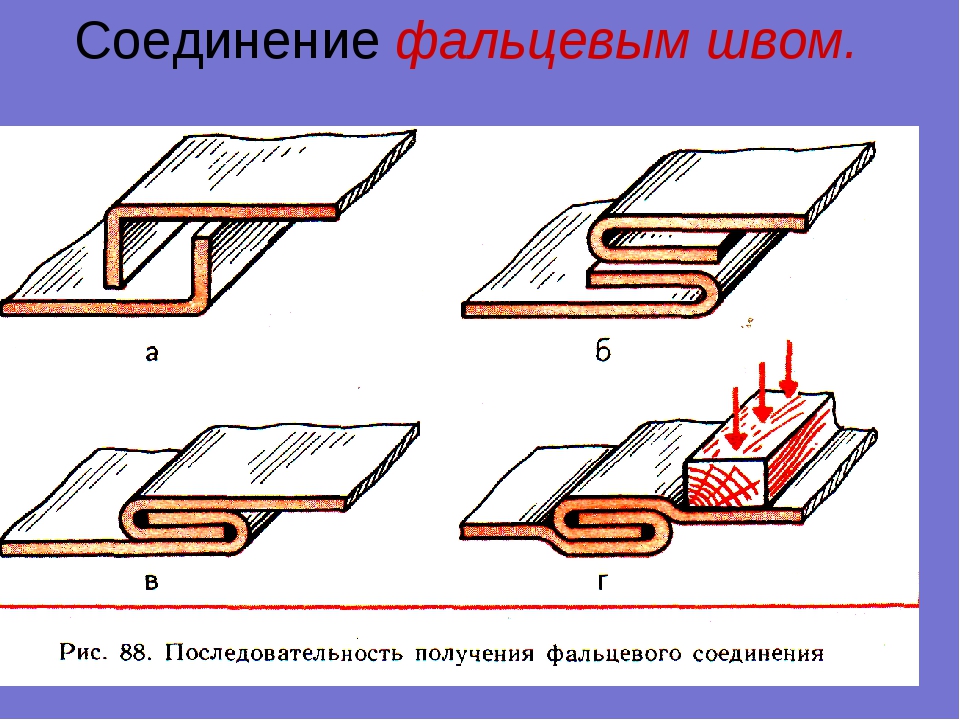 Однако из-за нехватки бесшовных труб и более низкой стоимости труб из ВПВ поставщики и конечные пользователи в 1980-х годах приложили значительные усилия для улучшения качества трубного завода. В частности, было обнаружено, что точное отслеживание линии сварки оборудованием для автоматического ультразвукового контроля имеет решающее значение, поскольку линия сварки может немного поворачиваться, когда труба покидает сварочную станцию. Кроме того, было обнаружено, что стандарт термообработки линии сварного шва, который необходим для обеспечения хорошей ударной вязкости, является важным, и некоторые спецификации требуют локальной термообработки линии сварки с использованием индукционных катушек с последующей нормализацией всего тела всей трубы в печь.В результате этих улучшений современные трубы ERW / HFI имеют гораздо лучшие характеристики, чем традиционный продукт, и были приняты рядом операторов для транспортировки газа под высоким давлением.
Однако из-за нехватки бесшовных труб и более низкой стоимости труб из ВПВ поставщики и конечные пользователи в 1980-х годах приложили значительные усилия для улучшения качества трубного завода. В частности, было обнаружено, что точное отслеживание линии сварки оборудованием для автоматического ультразвукового контроля имеет решающее значение, поскольку линия сварки может немного поворачиваться, когда труба покидает сварочную станцию. Кроме того, было обнаружено, что стандарт термообработки линии сварного шва, который необходим для обеспечения хорошей ударной вязкости, является важным, и некоторые спецификации требуют локальной термообработки линии сварки с использованием индукционных катушек с последующей нормализацией всего тела всей трубы в печь.В результате этих улучшений современные трубы ERW / HFI имеют гораздо лучшие характеристики, чем традиционный продукт, и были приняты рядом операторов для транспортировки газа под высоким давлением.
Тексты о типах сварных и бесшовных труб для этой страницы взяты из: General Electric Company
Длина труб
Трубопроводы с заводской длиной не отрезаны точно по длине, но обычно поставляются как:
- Одна случайная длина имеет длину около 5-7 метров
- Двойная произвольная длина имеет длину около 11-13 метров
Доступны более короткие и более длинные длины, но для расчетов целесообразно использовать эти стандартные длины; другие размеры, вероятно, дороже.
Концы труб
Для концов труб доступны 3 стандартные версии.
- Гладкие концы (PE)
- Концы с резьбой (TE)
- концы со скошенной кромкой (BE)
Трубы PE обычно используются для трубопроводных систем меньшего диаметра и в сочетании с накладными фланцами и фитингами и фланцами для приварки враструб.
Реализация TE говорит сама за себя, эта производительность обычно используется для систем труб малого диаметра, а соединения будут выполняться с помощью фланцев с резьбой и резьбовых фитингов.